

Промышленное производство
Станок с ЧПУ
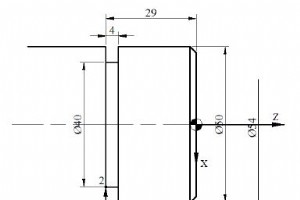
Автор:Брайан Обзор Эта программа для токарного станка с ЧПУ показывает, как сделать канавку по оси X.На рисунке также показано, как инструмент для нарезки канавок перемещается вместе с программой. Рисунок/изображение Программа ЧПУ %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X4
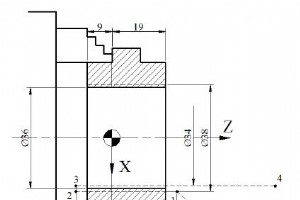
Отправить:БЕАТА Обзор Очень простой и базовый пример программы с ЧПУ, который показывает, как можно сделать простую программу для токарного станка с ЧПУ для растачивания компонента.Та же программа может использоваться и для растачивания кулачков.Все движения инструмента названы рисунок. Рисунок/изо
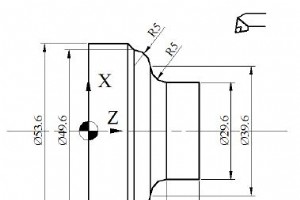
Отправить:программист ЧПУ Обзор Простой пример программы токарного станка с ЧПУ, показывающий, как можно сделать программу токарного станка с ЧПУ для обработки простого контура с радиусом в нем.Режутся несколько диаметров, а радиус обрабатывается как по часовой, так и против часовой стрелки. Рисуно
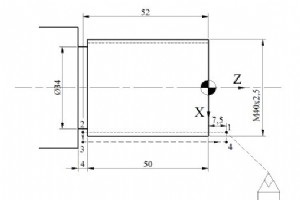
Автор:Брайан Обзор Очень простая и базовая программа для токарного станка с ЧПУ для нарезания резьбы на компоненте.Эта программа использует G-код G33 Threading для нарезания резьбы.Здесь запрограммирован только один рез, вы можете добавить столько резов, сколько требуется. в соответствии с вашей си
Таблица преобразования дюймов в миллиметры для станков с ЧПУ, чтобы облегчить их работу. Таблица преобразования дюймов в мм 0”+ =мм 1”+ =мм 2”+ =мм 3”+ =мм 4”+ =мм 1/64 0,397 0 25 400 0 50 800 0 76 200 0 101 600 1/32 0,794 1/64 25 797 1/64 51 197 1/64 76 597 1/64 101 997 3/64 1 191 1/32 26 194

Mori Seiki NMV Программирование G-кодов и M-кодов полные списки для программистов станков с ЧПУ, которые работают на обрабатывающих центрах Mori Seiki. Изображение:HEINZ BAUMGARTNER AG Эти коды G и M применяются к следующим моделям Mori Seiki с перечисленными ниже блоками NC. Модель NMV1500 DC
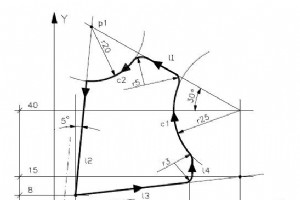
Пример программирования Osai GTL для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Osai серии 10. Пример программирования Osai GTL N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z
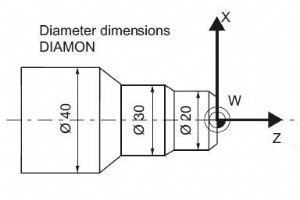
Синумерик ДИАМОФ, ДИАМОН, ДИАМ90 Токарный станок с ЧПУ Ось X (поперечная ось) запрограммирована как размер диаметра. При необходимости в программе можно переключиться на простановку радиуса. DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning for G90 and ; Rad

WINNC EMCO WinNC дает операторам/программистам/студентам станков с ЧПУ возможность установить несколько программ для ЧПУ на один ПК/ноутбук, чтобы они могли обучаться всем отраслевым системам ЧПУ, которые распространены на рынке.До девяти различных ЧПУ. Элементы управления могут быть установлены на

EMCO WinNC GE Series Fanuc 0-MC программирует полные списки G-кодов / M-кодов. G-коды G-код Описание G00 Позиционирование (ускоренный ход) G01 Линейная интерполяция G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция против часовой стрелки G04 Задержка G09 Точная остановка

EMCO WinNC SINUMERIK 810/820 T Программирование токарной обработки G-коды / M-коды / Полные списки циклов. G-коды G-код Описание G00 Позиционирование (ускоренный ход) G01 Линейная интерполяция G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция против часовой стрелки G04 Зад

EMCO WinNC SINUMERIK 810/820M Фрезерное программирование G-коды / M-коды / Полные списки циклов. G-коды G-код Описание G00 Ускоренный ход G01 Линейная интерполяция G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция против часовой стрелки G04 Задержка G09 Точная остановка

EMCO WinNC Heidenhain TNC 426 Полный список M-кодов диалогового программирования. М-коды M-код Описание M0 Запрограммированная остановка M1 Дополнительный останов (программный останов только с опциональным остановом) М2 Конец программы M3 Вращение шпинделя по часовой стрелке M4 Вращение шпинд

EMCO WinNC GE Series Fanuc 21 TB, программирование G-кодов / M-кодов / Полные списки циклов. G-коды G-код Описание G00 Позиционирование (ускоренный ход) G01 Линейная интерполяция (подача) G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция против часовой стрелки G04 Задержк

EMCO WinNC GE Series Fanuc 21 MB программирование полных списков G-кодов / M-кодов. G-коды G-код Описание G00 Позиционирование (ускоренный ход) G01 Линейная интерполяция G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция против часовой стрелки G04 Задержка G09 Точная оста

EMCO WinNC GE Series Fanuc 0-TC программирует полные списки G-кодов / M-кодов. G-коды G-код Описание G00 Позиционирование (ускоренный ход) G01 Линейная интерполяция (подача) G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция против часовой стрелки G04 Задержка G7.1 Цилинд
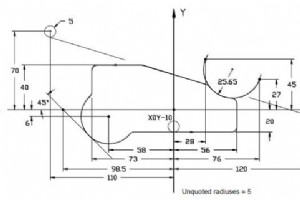
Отправить:БЕАТА Рисунок/изображение Программа ЧПУ N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110Y70I

Отправить:БЕАТА Рисунок/изображение Программа ЧПУ N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N22 G1
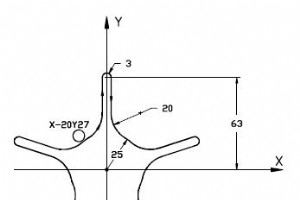
Автор:Брайан Рисунок/изображение Программа ЧПУ N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I-2
Fagor 8070 программирует полные списки G-кодов / M-кодов. Фрезерный станок Fagor 8070 M G-коды G-коды Описание G00 Ускоренный ход. G01 Линейная интерполяция. G02 Круговая (винтовая) интерполяция по часовой стрелке. G03 Круговая (винтовая) интерполяция против часовой стрелки. G04 Задержка G05
Станок с ЧПУ





