

Промышленное производство
Станок с ЧПУ
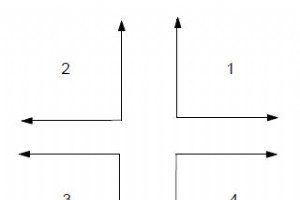
Osai UGS (UCG) — использовать графический масштаб (машинный график) Команда Osai 10 Series UGS инициализирует графический дисплей и устанавливает пределы и ориентацию графического дисплея. Программирование 174 Параметры Параметр Описание топор-ориентация Это число (от 1 до 4), которое выбирает тип

Команда Osai CGS (CLG) Команда Osai CGS убирает профиль с экрана, оставляя систему координат. Программирование 160
Командование Osai DGS (DCG) Команда Osai DGS отключает графический дисплей, удаляет отображаемый профиль и убирает систему координат с экрана. После использования команды DGS вам необходимо использовать другую команду UGS для повторной инициализации графического дисплея. Программирование 154
Командование DIS Осаи Команда Osai DIS позволяет отображать значения для оператора. Элемент управления покажет значение в области экрана, зарезервированной для связи с оператором. Программирование 139 Параметры Параметр Описание операнд Это может быть число, переменная или строка ASCII. Может отоб
Комментарии в программах Anilam В Anilam программист ЧПУ может использовать звездочку (*), чтобы делать комментарии в листинге программы или скрывать весь или часть блока от ЧПУ.Когда звездочка помещается перед строкой текста, ЧПУ игнорирует все текст справа. Примеры программ Пример 1 102 ЧПУ игно
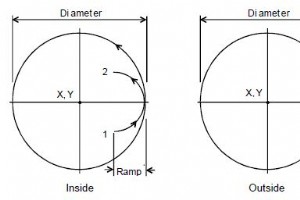
Цикл кругового профиля G171 Anilam G171 Circular Profile Cycle очищает внутренний или внешний профиль существующей окружности. Программирование 94 Параметры Параметр Описание Х Координата X центра. По умолчанию:текущее положение. Необязательно. Д Координата Y центра. По умолчанию:текущее положени
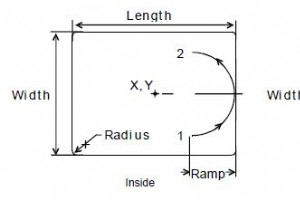
Цикл прямоугольного профиля Anilam G172 Anilam G172 Rectangular Profile Cycle очищает внутренний или внешний профиль прямоугольника. Программирование 84 Параметры Параметр Описание Х Координата X центра. Если координаты не введены, ЧПУ центрирует карман в его текущем положении. Д Координата Y цен
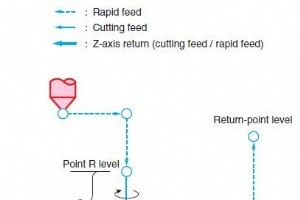
Цикл высокоскоростного сверления глубоких отверстий Okuma G73 Цикл высокоскоростного сверления глубоких отверстий G73 Программирование 78 Параметры Параметр Описание X,Y Значения координат положения отверстия Я Уровень дна отверстияВ режиме G90: Положение в выбранной системе координат. В режим
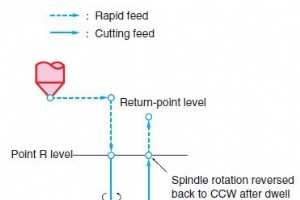
Обратный цикл нарезания резьбы Okuma G74 G74 Обратный цикл нарезания резьбы Программирование 66 Параметры Параметр Описание X,Y Значения координат положения отверстия Я Уровень дна отверстияВ режиме G90:Положение в выбранной системе координатВ режиме G91:Расстояние от уровня точки R Р Уровень то
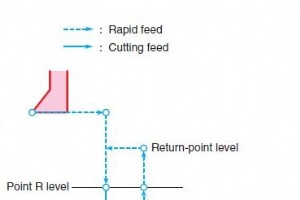
Цикл чистового растачивания Okuma G76 Цикл чистового растачивания G76 Программирование 53 Параметры Параметр Описание X,Y Значения координат положения отверстия Я Уровень дна отверстия Р Уровень точки R В Величина смены (см. объяснение ниже.) Я, Дж Величина смены (см. объяснение ниже.) П Врем
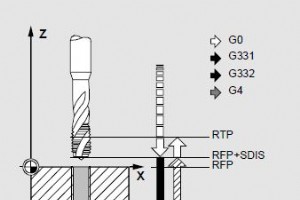
Цикл жесткого нарезания резьбы Sinumerik CYCLE84 CYCLE84 производит резьбовые отверстия без использования плавающего держателя метчика.CYCLE84 может применяться только в том случае, если предназначенный для сверления шпиндель способен работать в режиме шпинделя с позиционным управлением. Программир
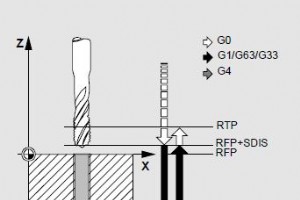
Sinumerik CYCLE840 Нарезание резьбы плавающим патроном Цикл Sinumerik CYCLE840 позволяет производить резьбовые отверстия с помощью плавающего держателя метчика без кодировщика с кодировщиком. Для нарезания резьбы без плавающего держателя (жесткая нарезка) используется CYCLE84. Программирование 3
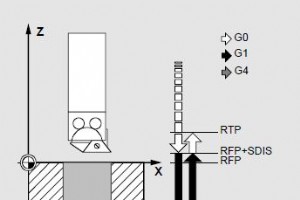
Sinumerik CYCLE85 Отверстие 1 В цикле CYCLE85 «Отверстие 1» движения внутрь и наружу выполняются со скоростью подачи, которая должна быть указана в соответствующих параметрах. Программирование 23 Параметры Параметр Описание RTP Плоскость возврата (абсолютная) Запрос предложений Опорная плоскост
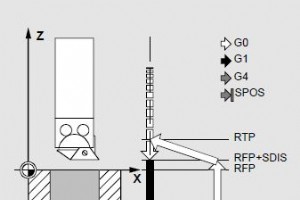
Sinumerik CYCLE86 Отверстие 2 В цикле CYCLE86 «Отверстие 2» выполняется ориентированная остановка шпинделя при достижении глубины сверления. Затем инструмент движется ускоренным ходом к запрограммированным позициям возврата и оттуда к плоскости возврата. Цикл CYCLE86 можно использовать только в то
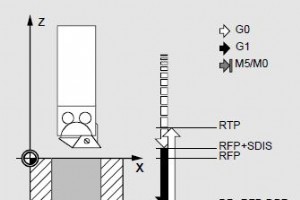
Sinumerik CYCLE87 Отверстие 3 В цикле Sinumerik CYCLE87 «Отверстие 3» происходит остановка шпинделя без ориентации при достижении конечной глубины сверления с последующей запрограммированной остановкой. Нажатием клавиши NC-Start движение вверх продолжается ускоренным ходом до тех пор, пока не будет
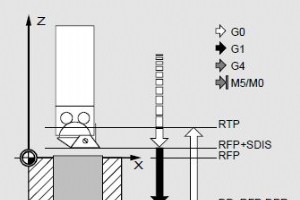
Sinumerik CYCLE88 Отверстие 4 В цикле Sinumerik CYCLE88 «Отверстие 4» происходит выдержка при достижении конечной глубины сверления вместе с остановкой шпинделя без ориентации и запрограммированной остановкой. Нажатием клавиши NC-Start движение вверх выполняется ускоренным ходом, пока не будет дост
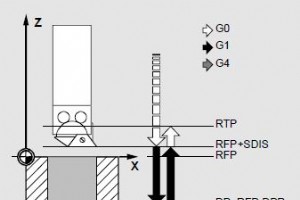
Sinumerik CYCLE89 Отверстие 5 В цикле Sinumerik CYCLE89 «Отверстие 5» движения внутрь и вверх выполняются при значении F, запрограммированном перед вызовом цикла. При достижении конечной глубины сверления можно установить время выдержки. Программирование CYCLE89 (RTP, RFP, SDIS, DP, DPR, DTB) Пар

Osai GTL (ГЕОМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ ВЫСОКОГО УРОВНЯ) Системы ЧПУ Osai серии 10 позволяют программировать геометрический профиль на плоскости, используя либо стандартный язык программирования (G1-G2-G3), либо GTL, язык программирования высокого уровня. Osai GTL позволяет использовать информац
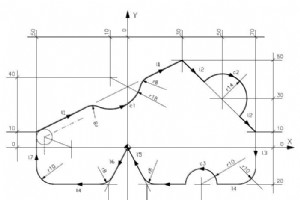
Пример программирования серии Osai 10 с использованием Osai GTL (язык программирования высокого уровня). Пример программирования Osai GTL N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r1
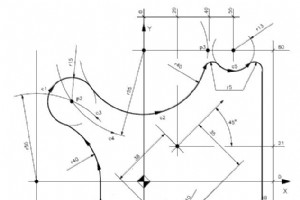
Серия Osai 10 позволяет программистам создавать программы ЧПУ, используя стандартный язык программирования (G1-G2-G3) или GTL, язык программирования высокого уровня (GTL).Вот полный пример программирования Osai GTL. Пример программы Osai CNC GTL N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y2
Станок с ЧПУ

Автоматизированная многозадачная машина сбрасывает детали в сборе

Что такое умное производство и почему это важно?
Теперь доступно:средство отслеживания активов AirFinder SuperTag для помещений / вне помещений

Углеродное волокно и экзотическое дерево объединились, чтобы создать элегантные корпуса для часов

