


Цикл чистового растачивания Okuma G76
Цикл чистового растачивания Okuma G76
Цикл чистового растачивания G76
Программирование
53
Параметры
| Параметр | Описание |
|---|---|
| X,Y | Значения координат положения отверстия |
| Я | Уровень дна отверстия |
| Р | Уровень точки R |
| В | Величина смены (см. объяснение ниже.) |
| Я, Дж | Величина смены (см. объяснение ниже.) |
| П | Время пребывания на дне скважины |
| Ф | Скорость подачи |
Последовательность обработки
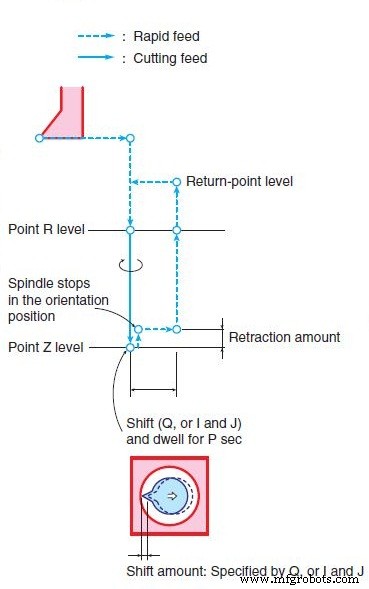
(1) Позиционирование по осям X и Y с ускоренной подачей
(2) Позиционирование на уровень точки R с ускоренной подачей
(3) Растачивание до уровня точки Z при указанной резке скорость подачи со шпинделем, вращающимся в прямом направлении
(4) Пребывание на уровне точки Z в течение P секунд, отвод на величину, установленную в НАПРАВЛЕНИЕ СМЕЩЕНИЯ И ОСИ В G76, G87 дополнительного параметра ЧПУ (ФИКСИРОВАННЫЙ ЦИКЛ), затем остановка шпинделя в положении ориентации. После этого инструмент смещается на величину сдвига Q в направлении удаления резца от внутренней поверхности обрабатываемой заготовки.
(5) Возврат на уровень точки возврата с ускоренной подачей
( 6) Инструмент смещается назад в направлении бита на величину сдвига Q, после чего шпиндель начинает вращаться по часовой стрелке.
Подробнее
Величина отвода на уровне точки Z
Величина отвода оси Z вверх от уровня точки Z задается параметром НАПРАВЛЕНИЕ СМЕЩЕНИЯ И ОСИ В G76, G87 дополнительного параметра ЧПУ (ФИКСИРОВАННЫЙ ЦИКЛ).
Величина сдвига
а . Q используется для указания величины смещения, если ось цикла фиксируется как ось Z с помощью настройки в НАПРАВЛЕНИЕ СМЕЩЕНИЯ И ОСИ В G76, G87 дополнительного параметра ЧПУ (ФИКСИРОВАННЫЙ ЦИКЛ). Установленное значение всегда должно быть положительным. Направление смещения, +X, -X, +Y или -Y, должно быть задано заранее с помощью параметра. Обратите внимание, что значение Q является модальными данными, а адрес Q также используется в циклах G73 и G83. Значение Q имеет приоритет над значениями I и J.
б . I и J используются для указания величины смещения, когда плоскость выбирается с помощью G17, G18 или G19. Связь между плоскостью, выбирающей G-код, и используемыми адресами показана ниже.
G17 I, J
G18 K, I
G19 J, K
Для адресов I, J и K, все значения устанавливаются как добавочные значения. Направление смещения всегда определяется в системе координат станка.
с . Если величина сдвига не указана с помощью Q или I и J, возникает сигнал тревоги.
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Нарезание конической резьбы с помощью цикла нарезания резьбы Fanuc G76
- Управление углом подачи при нарезании резьбы с помощью цикла нарезания резьбы Fanuc G76
- Цикл резьбы Fanuc G76 для чайников
- Многозаходная резьба с циклом нарезания резьбы Fanuc G76
- Постоянный цикл нарезания резьбы Mach3 Turn G76
- Растачивание ECS G89 с циклом выдержки
- Растачивание ECS G87 с циклом отвода
- Растачивание ECS G86 с циклом остановки шпинделя
- Цикл растачивания ECS G85