


Постоянный цикл нарезания резьбы Mach3 Turn G76
Mach3 Turn Threading Постоянный цикл G76 используется для нарезания резьбы на токарном станке с ЧПУ, который управляется программным обеспечением Mach3 Turn.
Существуют и другие варианты нарезания резьбы с помощью Mach3 Turn, такие как G32 с G-кодом нарезания резьбы, но помните, что G32 не является циклом нарезания резьбы, поэтому оператор станка с ЧПУ должен выполнять дополнительное кодирование для каждого прохода резьбы.

Mach3 Turn Threading
Постоянный цикл Mach3 Turn G76 делает нарезание резьбы очень простым:для программирования цикла нарезания резьбы требуется всего одна строка кода.
Дополнительные преимущества цикла Mach3 Turn для нарезания резьбы G76 заключаются в том, что с помощью всего нескольких изменений значений станки с ЧПУ могут настроить свои операции по нарезанию резьбы.
С помощью цикла нарезания резьбы Mach3 Turn G76 станки с ЧПУ могут нарезать внутреннюю или внешнюю резьбу для
- прямые нити
- коническая резьба
- многозаходные темы.
Формат цикла нарезания резьбы Mach3 Turn G76
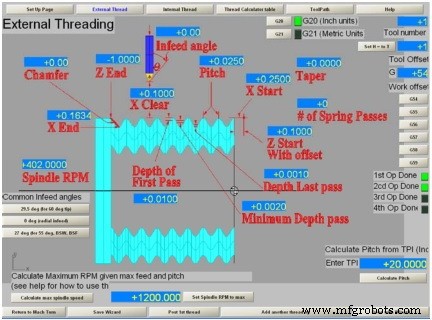
G76 X Z Q P H I R K L C B T J
X — конечное значение по оси x.
Z — конечное значение по оси Z.
Q — количество проходов пружины. (опционально)
P — Шаг резьбы
H — Глубина первого прохода и последующих проходов.
I — Угол подачи.
R — Начальная точка резьбы по оси X (опционально) .
K — точка начала резьбы по оси Z (опционально)
L — фаска — выход резьбы (опционально)
C — зазор по оси X для быстрого возврата.
B – Глубина последнего прохода (дополнительно)
T – Конусность (дополнительно)
J – Минимальная глубина за проход (дополнительно)
Пояснение
Объяснение стандартного цикла нарезания резьбы Mach3 Turn G76
C – дает зазор X для быстрого обратного хода. Оно всегда указывается как положительное, а Mach3 обрабатывает обратное направление для внутренней резьбы.
Q – указывает количество проходов пружины (т.е. разрезов в конечной позиции X).
I – угол подачи в градусах. Это ноль для радиальной подачи и обычно 29 или 29,5 градусов для унифицированной или метрической резьбы ISO или 27 градусов для форм с углом 55 градусов, таких как BSW или BSF.
L — угол отвода или фаски — это «угол поворота», а не фактическая фаска.
L90 будет отводиться на 1/4 оборота
L360 будет 1 оборот.
L720 будет 2 ред.
Станок с ЧПУ
- Цикл многопоточности G76 — помимо основ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- ЧПУ Fanuc G72 Постоянный цикл облицовки
- Нарезание конической резьбы с помощью цикла нарезания резьбы Fanuc G76
- Управление углом подачи при нарезании резьбы с помощью цикла нарезания резьбы Fanuc G76
- Цикл резьбы Fanuc G76 для чайников
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Цикл нарезания резьбы G76 Формат одной строки для Fanuc 10/11/15T
- Нарезание конусной резьбы с циклом нарезания резьбы G92
- Как полностью контролировать число проходов и глубину резания в цикле нарезания резьбы G76