


NCT G81 Сверление, цикл точечного растачивания
Цикл сверления NCT G81 используется для простых операций сверления/засверливания.
Программирование
G17 G81 X... Y... Z... R... F.. L... G18 G81 Z... X... Y... R... F... L... G19 G81 Y... Z... X... R... F... L..
Параметры
Следующие определения X, Y, Z таблицы будут работать для плоскости G17, для других плоскостей они изменятся, так как для плоскости G18 Z X будет положением отверстия, а Y будет осью сверления
Плоскость G19 Y Z будет положением отверстия и X будет осью сверления
| Параметр | Описание |
|---|---|
| Х | Положение отверстия по оси x. |
| Д | Положение отверстия по оси Y. |
| Я | Глубина, инструмент перемещается с подачей на глубину Z, начиная с плоскости R. |
| Р | Положение плоскости R. |
| Л | Количество повторений цикла (если требуется). |
| Ф | Скорость подачи. |
Операции
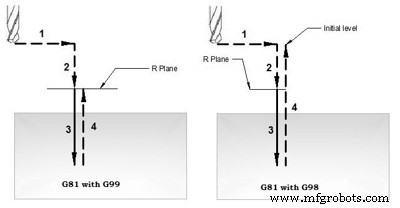
Операции цикла G81
- Ускоренное позиционирование в выбранной плоскости
- Ускоренное перемещение до точки R
- Сверление до точки Z с подачей F
- Отзыв
- Если G99, отвод в точку R на ускоренном ходу
- Если G98, ускоренный отвод в начальную точку.
Примеры программирования
Программирование серии отверстий
Программирование отверстий на расстоянии 10 мм друг от друга с помощью цикла сверления NCT G81, здесь
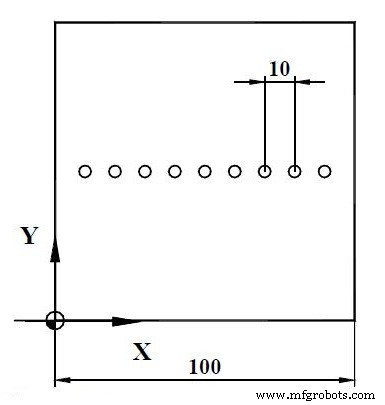
%O7071(7.1) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 Z100 N170 M30 %
Пример программирования серии отверстий
Вторая серия отверстий запрограммирована как новый цикл сверления, где размер снова указывается в приращениях. Так как оба цикла будут включать среднее отверстие, вторую серию необходимо разделить на нижнюю и верхнюю части.
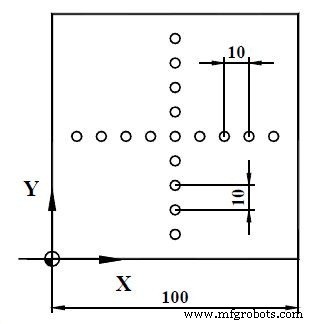
%O7072(7.2) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 X50 Y0 N170 G81 X50 YI10 R2 Z-10 L4 N180 G80 N190 G0 X50 Y50 N200 G81 X50 YI10 R2 Z-10 L4 N210 G80 N220 G0 Z100 N230 M30 %
Станок с ЧПУ
- Цикл сверления G81 – Повторить сверление в режиме инкрементов G91 Пример кода
- Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
- Постоянный цикл сверления G81 Пример программы фрезерной обработки с ЧПУ
- Пример программы цикла сверления ЧПУ G81
- Сверление решетчатой пластины с циклом сверления G81 – Образец программы ЧПУ
- Повторите сверление с помощью цикла сверления G81 и примера программы G91
- Создайте свой собственный цикл сверления G81 с помощью макроса Fanuc и модального вызова G66
- Цикл растачивания ECS G85
- ECS G81/3 — 3-слойный цикл сверления
- Стандартный цикл сверления ECS G81