


Цикл сверления G81 – Повторить сверление в режиме инкрементов G91 Пример кода
Этот пример программы ЧПУ объясняет использование цикла сверления G81, но на этот раз инструмент не позиционируется обычным образом (режим абсолютного программирования G90), а на этот раз используется инкрементный режим программирования G91.
Этот код примера программирования также объясняет использование параметра цикла сверления G81 K (количество повторов), который обычно не используется.
Формат цикла сверления G81
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:данные о положении отверстия
Z_ :глубина Z (инструмент перемещается с подачей на глубину Z, начиная с плоскости R)
R_ :расстояние от начального уровня до уровня точки R
F_ :Скорость рабочей подачи
K_ :Количество повторов (при необходимости)
Параметр цикла сверления G81 K (количество повторов). На разных ЧПУ этому параметру присвоены разные буквы, например, on,
- Fanuc использует букву K для количества повторений.
- ЧПУ Haas использует букву L для количества повторений.
- Fagor CNC Control использует букву N для количества повторений.
Пошаговое перемещение в постоянном цикле часто полезно в качестве подсчета циклов, который можно использовать для повторения операции с пошаговым перемещением по осям X или Y между каждым циклом.
CNC Code G81 Цикл сверления с добавочным программированием G91
Цикл сверления G81 — повторите сверление в режиме инкрементов G91, пример кода
88
Пояснение
98
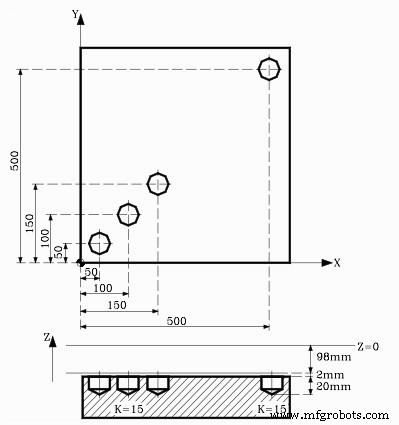
K3 означает, что цикл сверления G81 будет повторяться три раза.
G91 Инкрементный режим заставляет инструмент перемещаться каждый раз, когда X50 и Y50
Таким образом, первое отверстие будет на X50 Y50
Второе отверстие будет на уровне X100 Y100, потому что
X100 =X50 (предыдущее значение) + X50 (приращение)
Y100 =Y50 (предыдущее значение) + Y50 (приращение)
Третье отверстие будет на X150 Y150, потому что
X150 =X100 (предыдущее значение) + X50 (приращение)
Y150 =Y100 (предыдущее значение) + Y50 (приращение)
105Положение четвертого отверстия задается в режиме абсолютного программирования G90.
Приведенный выше код возможен только в том случае, если вы используете инкрементный режим программирования G91 с циклом сверления G81, но если вы попытаетесь использовать режим абсолютного программирования G90 с G81, как указано выше, вы увидите, что инструмент будет повторять сверление в той же позиции.
Каталог Sandvik Coromant pdf Скачать бесплатно Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
Станок с ЧПУ
- Точение конуса с модальным циклом точения G90 – Пример кода ЧПУ
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
- Постоянный цикл сверления G81 Пример программы фрезерной обработки с ЧПУ
- Пример программы цикла сверления ЧПУ G81
- Программирование станков с ЧПУ Абсолютное Инкрементальное G90 Пример кода G91
- Сверление решетчатой пластины с циклом сверления G81 – Образец программы ЧПУ
- G71 Пример кода цикла черновой токарной обработки – Программирование токарного станка с ЧПУ
- ECS G81/3 — 3-слойный цикл сверления
- Стандартный цикл сверления ECS G81