


Постоянный цикл сверления G81 Пример программы фрезерной обработки с ЧПУ
Пример программы ЧПУ для вертикальных обрабатывающих центров с ЧПУ иллюстрирует использование цикла сверления G81.
Пример программы
G81 Стандартный цикл сверления Пример кода программы фрезерной обработки с ЧПУ
128
Пояснение
O10075 Номер программы (в памяти ЧПУ много программ, поэтому они различаются по номеру).
N1- Смена инструмента (M06) на инструмент №16
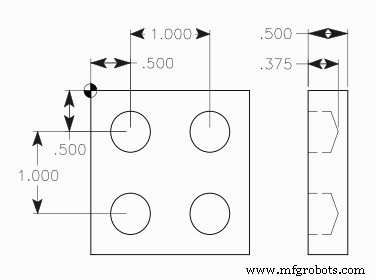
N2- Инструмент быстро перемещается (G00) в первую позицию сверления X0.5 Y-0.5 с учетом смещения нуля-нет. 1 (G54)
N3- Сверло начинает вращаться по часовой стрелке (M03) со скоростью 1450 об/мин (S1450).
N4- Сверло выполняет глубину Z1. с учетом компенсации длины инструмента (G43 H16) включается подача СОЖ (M08).
N5- Задаются параметры цикла сверления (G81), глубина сверления (Z) и рабочая подача (F), по этой команде выполняется первое сверление в текущей позиции (X0,5 Y-0,5).
N6- Поскольку цикл сверления продолжается, он работает с каждым движением оси, поэтому следующее сверление выполняется на X1,5
N7- Третья скважина на Y-1,5
N8- Четвертое сверло на X0,5
N9- Цикл сверления отменяется (G80), СОЖ отключается (M09).
N10- Принимая во внимание систему координат станка (G53), сверло принимается в положение Z0. Компенсация длины инструмента отменяется (G49), вращение фрезы останавливается (M05).
N11- программа обработки ЧПУ завершена.
Коды G и M
| Код | Описание |
|---|---|
| Т | Инструмент №. используется. |
| M06 | Команда смены инструмента. |
| G90 | Абсолютное программирование |
| G54 | Нулевой сдвиг №1 |
| G00 | Ускоренный ход |
| С | Скорость резки |
| M03 | Вращение фрезы по часовой стрелке |
| G43 | Компенсация длины инструмента. |
| M08 | Охлаждение включено. |
| G81 | Цикл сверления Fanuc. |
| Ф | Режущая подача. |
| G80 | Отмена стандартного цикла. |
| M09 | Охлаждающая жидкость отключена. |
| G53 | Выбор системы координат станка. |
| G49 | Отмена компенсации на длину инструмента. |
| M05 | Останов вращения фрезы. |
| M30 | Конец программы обработки ЧПУ. |
Станок с ЧПУ
- Пример программы станка для обработки канавок Fanuc G75
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Пример программирования ЧПУ G75 с постоянным циклом обработки канавок
- Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
- Пример программы цикла сверления ЧПУ G81
- Пример программы фрезерной обработки с ЧПУ
- Пример программирования фрезерного станка с ЧПУ для начинающих
- Пример программы обработки торца Fanuc G94 с ЧПУ
- Пример программы постоянного цикла Fanuc G72 с облицовкой
- Пример программы фрезерования пазов