


Пример программы обработки торца Fanuc G94 с ЧПУ
Цикл торцовки Fanuc G94 за один проход
G-код Fanuc G94 используется для черновой облицовки.
Цикл обработки торца Fanuc G94 используется для простой торцовки (обрезки за один проход), однако возможно несколько проходов, если указать расположение дополнительных проходов по оси Z.
По теме:Fanuc G72 перед постоянным циклом
Цикл торцевания Fanuc G94 очень прост в программировании и использовании. Параметры G-кода G94 поясняются ниже,
G94 X… Z…
X:Конечная точка по оси X.
Z:Конечная точка по оси Z.
Код программы ЧПУ с использованием цикла торцевания Fanuc G94
Пример программы станка с ЧПУ Fanuc G94
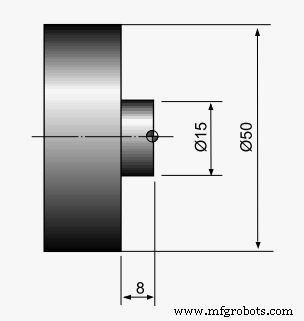
N10 G50 S2500 N20 G96 S180 M03 N30 T0100 N40 G00 X55.0 Z2.0 T0101 N50 G94 X15.0 Z-2.0 F0.2 N60 Z-4.0 N70 Z-6.0 N80 Z-8.0 N90 G00 X200.0 Z200.0 T0100 N95 M30
Объяснение программного кода ЧПУ с использованием цикла торцевания Fanuc G94
N40:показывает начальную позицию инструмента.
N50:значения x и z с циклом торцевания G94 являются целевыми значениями для резания торца.
N60:G94 — это модальный G-код. «Модальный» G-код означает, что они остаются в силе до тех пор, пока не будут отменены или заменены противоречивым G-кодом. Это означает, что цикл поворота G90 остается активным до тех пор, пока не будет дана другая команда движения, такая как G00, G01 и т. д.
Но, как вы можете видеть, программный блок ЧПУ N60 показывает только значение для оси Z, поэтому это означает, что цикл торцевания G94 будет продолжать работать, и теперь цикл торцевания G94 сделает второй разрез торца, значение оси X которого останется то же самое, но значение по оси Z теперь будет -4,0
N70:третий разрез будет сделан на -6.0
N80:четвертый разрез будет сделан на -8,0
N90:этот блок программы ЧПУ показывает противоречивый G-код для G94, который является G00, поэтому это означает, что цикл торцевания Fanuc G94 был завершен. Инструмент быстро переместится на x200 z200.
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Пример программы станка для обработки канавок Fanuc G75
- ЧПУ Fanuc G73 Цикл повторения шаблона Пример программы ЧПУ
- ЧПУ Fanuc G72 Постоянный цикл облицовки
- Цикл обработки канавок на ЧПУ Fanuc G75
- Пример программы ЧПУ Fanuc
- Fanuc G20 Измерение в дюймах с помощью программы ЧПУ
- Список G-кодов Fanuc
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Пример программирования токарного станка с ЧПУ Fanuc