


Пример программы токарного цикла G90 Fanuc 0-TC
Токарный цикл Fanuc G90
Токарный цикл Fanuc G90 используется для простой токарной обработки, однако возможны несколько проходов, если указать расположение дополнительных проходов по оси X.
Называется по-разному, например, цикл резки внешнего диаметра/внутреннего диаметра Fanuc G90 или цикл прямой резки G90
Формат программирования
G90 X... Z...
ИЛИ
G90 U... W...
X – диаметр, который нужно вырезать.
Z – конечная точка по оси Z.
U – приращение расстояния по оси X до цели.
W – приращение расстояния по оси Z до цели.
Учебники G90
Цикл точения G90
Точение конуса G90
Примеры G90
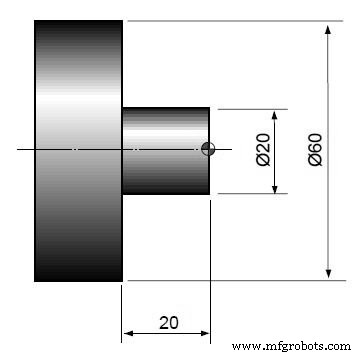
Пример цикла токарной обработки G90
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z3.0 T0101 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
Пример 2
Та же программа с добавленной торцовкой и токарной обработкой 60 диам.
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z0 T0101 G01 X-1.6 F0.2 G00 X60.0 Z1.0 G01 Z-40.0 F0.25 G00 U1.0 Z1.0 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
Цикл точения G90 Пошаговая программа точения Fanuc 0-TC
Аварийные сигналы ЧПУ — полные списки кодов ошибок аварийных сигналов ЧПУ
Станок с ЧПУ
- Пример программы станка для обработки канавок Fanuc G75
- ЧПУ Fanuc G73 Цикл повторения шаблона Пример программы ЧПУ
- Пример программирования ЧПУ с циклом чернового точения Fanuc G71 и G70
- Пример программы ЧПУ Fanuc
- Пример программы цикла черновой и чистовой токарной обработки Fanuc G70 G71
- Точение конуса с модальным циклом точения G90 – Пример кода ЧПУ
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Цикл токарной обработки G90
- Пример программы Haas G71
- Пример программы цикла сверления ЧПУ G81