


Цикл токарной обработки G90
Формат цикла токарной обработки G90
Токарный цикл G90 называется по-разному, например,
Фиксированный цикл G90, Цикл прямого резания G90, Цикл чернового точения G90, Стандартный цикл чернового точения G90, Цикл коробки G90.
Цикл токарной обработки G90 используется для простой токарной обработки, однако возможны несколько проходов, если указать расположение дополнительных проходов по оси X.
См. также:Токарный цикл G90 Fanuc — Пример кода программы ЧПУ
Постоянный цикл чернового точения G90 можно использовать для
- Прямой поворот.
- Скучная операция.
- Конусная резка.
Программирование
G90 X... Z... I...
или
G90 X... Z... R...
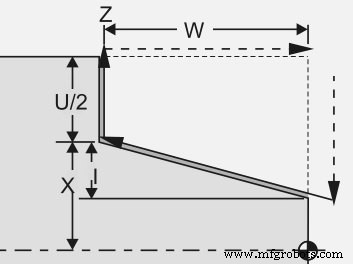
Параметры
| Параметр | Описание |
|---|---|
| Х | Диаметр, который нужно отрезать. |
| Я | Конечная точка по оси Z. |
| В | Угол в начальной точке. |
| И или Р | Расстояние и направление конусности (значение радиуса). |
Примечание - некоторые системы ЧПУ используют «I» для обозначения конусности в цикле прямого резания G90, а некоторые новые системы ЧПУ используют «R» для значения конусности.
Дополнительные значения
Вы можете использовать инкрементные значения, такие как U и W, вместо X и Z в токарном цикле G90.
G90 U... W...
U – приращение расстояния по оси X до цели.
W – приращение расстояния по оси Z до цели.
Работа/ Эксплуатация
- Переместите инструмент в исходное положение.
- Выполните резку с помощью цикла токарной обработки G90, задав значения X Z
- Сделайте дополнительные разрезы/проходы, просто задав значения по оси X (дополнительные проходы необязательны)
- Завершите цикл поворота G90, подав команду движения с помощью G00, G01 и т. д.
Цикл токарной обработки G90 дает нам возможность контролировать глубину каждого прохода.
Пример программы ЧПУ
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X56.0 Z2.0 T0101 M08 G90 X51.0 W-32.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G30 U0 W0 M30
Пояснение кода
Как вы можете видеть в приведенном выше коде программы ЧПУ,
Первый рез делается на X51
Второй рез делается на X46
Третий рез делается на X41
…
Последний разрез сделан на X30
Отмена цикла токарной обработки G90
Токарный цикл G90 — это модальный G-код.
«Модальный» G-код означает, что они остаются в силе до тех пор, пока не будут отменены или заменены противоречивым G-кодом.
Это означает, что цикл поворота G90 остается активным до тех пор, пока не будет дана другая команда движения, такая как G00, G01 и т. д. Как и в приведенном выше примере программы ЧПУ, код G90 G отменяется кодом G30 G.
Проще говоря, цикл поворота G90 должен быть завершен командой движения, такой как G00, G01 и т. д.
Цикл токарной обработки G90 и цикл токарной обработки G71
Цикл токарной обработки G90 может выполнять только прямые и конические резы, вы не можете выполнять резку по дуге (круговая интерполяция) с помощью цикла токарной обработки G90.
Вместо этого цикл токарной обработки G71 может также выполнять прямые, конусные и дуговые резы.
Станок с ЧПУ
- Прецизионные токарные услуги с ЧПУ
- Фрезерование Токарная обработка
- Отличия токарно-фрезерных работ
- Фрезерные токарные услуги
- Токарно-фрезерная автоматика
- ЧТО ТАКОЕ ЖЕСТКИЙ ПОВОРОТ?
- Пример программы цикла черновой и чистовой токарной обработки Fanuc G70 G71
- Точение конуса с модальным циклом точения G90 – Пример кода ЧПУ
- G71 Цикл черновой токарной обработки Однострочный формат
- G71 Пример кода цикла черновой токарной обработки – Программирование токарного станка с ЧПУ