


Контурное точение с использованием токарного цикла G71 Пример на токарном станке с ЧПУ
Автор:Викрам
Обзор
Программа токарного станка с ЧПУ, которая обрабатывает полный компонент, внешний полный профиль обрабатывается с использованием цикла токарной обработки G71, цикл G71 используется дважды.
Рисунок/изображение
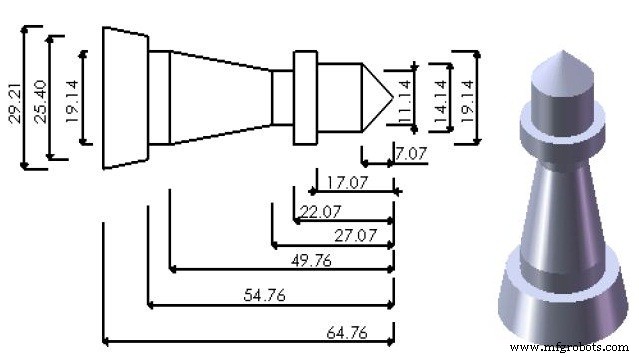
Программа ЧПУ
G90 G21 G18 G55; T0400 M06 S2000 M03; G00 Z0.0; X31.0; G01 X30 F60; G71 U0.5R0.2; G71 P2 Q3 ; N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4; N3 X 29.21 Z-64.76; G00 X 30.0; G28 X0.0; G28 Z0.0; T0800 M06; G56; G00 Z-22.07; X30; G01X19.14; G71 U0.5 R0.2; G71 P4 Q5; N4 G01 X11.14; Z-27.07; N5 X19.14 Z-49.76; G00 X30.0; G28 X0.0; G28 Z0.0; M02;
NUM Mill G74 Масштабирование G77 Пример программы вызова подпрограммы
Контурное точение с использованием цикла обработки торца G72 на токарном станке с ЧПУ Пример программы
Станок с ЧПУ
- Пример программирования ЧПУ с циклом чернового точения Fanuc G71 и G70
- Пример программирования станка с ЧПУ
- Пример программирования токарного станка с ЧПУ
- Пример программирования токарного станка с ЧПУ Fanuc
- Точение конуса с модальным циклом точения G90 – Пример кода ЧПУ
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Пример программы Haas G71
- Цикл токарной обработки G20 — токарный станок с ЧПУ Fanuc 21 ТБ
- G71 Цикл продольной черновой обработки Mazak CNC Basic Пример программирования
- G71 Пример кода цикла черновой токарной обработки – Программирование токарного станка с ЧПУ