


G71 Цикл продольной черновой обработки Mazak CNC Basic Пример программирования
Пример базового программирования ЧПУ для программистов/слесарей ЧПУ, которые работают с ЧПУ Mazak/Fanuc. В этом примере кода ЧПУ показано использование цикла продольной черновой обработки G71.
Цикл токарной обработки G71
Для полного пояснения параметров постоянного цикла G71 см.
Цикл токарной обработки Fanuc G71 с ЧПУ или стандартный цикл удаления припуска
вам может понравиться цикл черновой токарной обработки G71 в однолинейном формате.
Другие подобные примеры программирования здесь
Пример программирования ЧПУ с циклом чернового точения Fanuc G71 и G70
Пример программы цикла чернового и чистового точения Fanuc G70 G71
Пример программирования
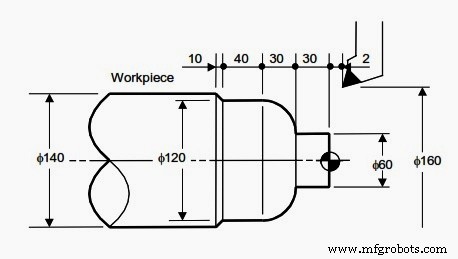
G71 Продольный цикл черновой обработки Mazak
N001 G00 G96 G98; N002 G28 U0 W0; N003 X160. Z2.; N010 G71 U5. R1.; N011 G71 P012 Q016 U4. W2. F150 S150 M03; N012 G00 X60. S200; N013 G01 Z-30. F100; N014 G03 X120. Z-60. R30.; N015 G01 W-40.; N016 X140.W-10.; N017 G70 P012 Q016; N018 G28 U0 W0 M05; N019 M30;
Как создать программу ЧПУ?
Как полностью контролировать число проходов и глубину резания в цикле нарезания резьбы G76
Станок с ЧПУ
- Пример программирования ЧПУ с циклом чернового точения Fanuc G71 и G70
- Пример программирования станка с ЧПУ
- Программирование ЧПУ для начинающих, пример программирования ЧПУ
- Пример программирования токарного станка с ЧПУ
- Пример программирования токарного станка с ЧПУ Fanuc
- Пример программы Haas G71
- Пример программирования ЧПУ G75 с постоянным циклом обработки канавок
- Пример программирования ЧПУ G92 Цикл нарезания конусной резьбы
- Цикл резьбы G76 a Пример программирования ЧПУ
- G71 Пример кода цикла черновой токарной обработки – Программирование токарного станка с ЧПУ