


Цикл токарной обработки G20 — токарный станок с ЧПУ Fanuc 21 ТБ
Цикл продольной токарной обработки G20 для ЧПУ Fanuc 21 TB представляет собой модальный G-код.
Цикл токарной обработки G20 также можно использовать для прямой и конусной токарной обработки.
Цикл токарной обработки G20 прост в программировании и изучении.
Цикл токарной обработки G20 используется для простой токарной обработки, однако возможны несколько проходов, если указать расположение дополнительных проходов по оси X.
Приведенный ниже программный код ЧПУ также демонстрирует очень мощную функциональность цикла токарной обработки G20, заключающуюся в том, что оператор с ЧПУ может контролировать глубину резания каждого прохода цикла токарной обработки G20, чего невозможно достичь с помощью других стандартных циклов токарной обработки, таких как цикл черновой токарной обработки G71. .
Формат цикла токарной обработки G20 для прямого точения
G20 X… Z… F…
или
G20 U… W… F…
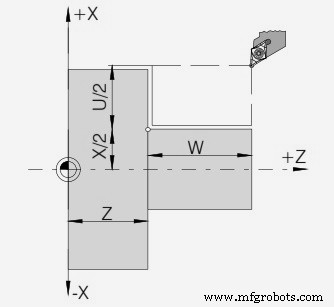
X – диаметр, который нужно вырезать (абсолютный).
Z – конечная точка по оси Z (абсолютный).
F – скорость подачи.
U – диаметр, который нужно вырезать (в приращениях).
W — конечная точка по оси Z (инкрементально).
Цикл токарной обработки G20 — токарный станок с ЧПУ Fanuc 21 ТБ
Формат цикла точения G20 для конусного точения
G20 X… Z… R… F…
или
G20 U… W… R… F…
X – Диаметр, который необходимо вырезать (абсолютный).
Z – Конечная точка по оси Z (абсолютный).
R – Инкрементальный размер конуса по оси X с направлением (+/-)
F – Скорость подачи.
U – диаметр, который нужно вырезать (в приращениях).
W – конечная точка по оси Z (в приращениях).
Поскольку станки с ЧПУ могут использовать значение X или U для значения контура, так же можно использовать Z или W, или вы даже можете смешивать как абсолютные (X, Z), так и инкрементные (U, W) значения.
Пример кода программы ЧПУ цикла токарной обработки G20
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
Объяснение программного кода ЧПУ
Как вы можете видеть в приведенном выше коде программы ЧПУ,
Инструмент находится в точке X56 Z2,
Первый рез выполняется в точке X51, а инструмент перемещается по оси Z по оси W-20.
Второй рез выполняется сделано на X46
Третий рез сделан на X41
…
Последний рез сделан на X30
Функция цикла токарной обработки G20
Если вы изучите приведенный выше код программы ЧПУ, вы заметите, что,
1 – с G20 для выполнения вырезов используются как абсолютные (X51.0), так и инкрементные (W-20.0) значения.
2 – Если приведенный выше код также демонстрирует очень мощную функциональность цикла токарной обработки G20, заключающуюся в том, что оператор с ЧПУ может контролировать глубину резания каждого прохода цикла токарной обработки G20, чего невозможно достичь с помощью другого стандартного цикла токарной обработки, такого как цикл черновой токарной обработки G71.
Итак, вы заметите, что первые пять надрезов имеют глубину 5 мм, а последний — всего 1 мм.
Отмена цикла токарной обработки G20
Цикл токарной обработки G20 — это модальный G-код.
«Модальный» G-код означает, что они остаются в силе до тех пор, пока не будут отменены или заменены противоречащим G-кодом.
Это означает, что цикл токарной обработки G20 остается активным до тех пор, пока задается другая команда движения, такая как G00, G01 и т. д. Как и в приведенном выше примере программы ЧПУ, код G20 G отменяется кодом G00 G.
Станок с ЧПУ
- Токарный центр с ЧПУ и токарный станок с ЧПУ
- Что такое токарный станок?
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Пример программирования ЧПУ с циклом чернового точения Fanuc G71 и G70
- Цикл обработки канавок на ЧПУ Fanuc G75
- Цикл повторения шаблона ЧПУ Fanuc G73
- Список G-кодов Fanuc
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Смещение инструмента на токарном станке с ЧПУ с Fanuc Control
- G71 Пример кода цикла черновой токарной обработки – Программирование токарного станка с ЧПУ