


Цикл сверления Fanuc G81
Цикл сверления G81 используется для простых операций сверления/засверливания.
Синтаксис
G81 X... Y... Z... R... K... F...
| Параметр | Описание |
|---|---|
| Х | Положение отверстия по оси x. |
| Д | Положение отверстия по оси Y. |
| Я | Глубина, инструмент перемещается с подачей на глубину Z, начиная с плоскости R. |
| Р | Положение плоскости R. |
| К | Количество повторений цикла (если требуется). |
| Ф | Скорость подачи. |
Как только цикл сверления G81 определен, постоянный цикл повторяется в каждой позиции X-Y в последовательных блоках. Таким образом, цикл сверления G81 должен быть отменен с помощью G80.
Использование
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
В приведенном выше примере сверление начнется с цикла сверления G81 в X10 Y30, поэтому первое сверление будет в X10 Y30, затем второе в Y10, третье в X30, четвертое в Y30, пятое в X90 и последнее в Y10, потому что следующий блок иметь код G80, поэтому цикл сверления больше не будет повторяться.
Работает
Здесь кратко описано, как работает цикл сверления G81,
1- Ускоренный подвод к заданному положению оси x,y (позиция сверления).
2- Ускоренный подвод к положению плоскости R.
3- Сверление с заданной подачей от положения плоскости R до глубины Z position.
4- Ускоренный подвод к начальному уровню или плоскости R зависит от режимов G98, G99.
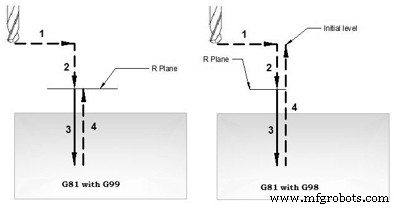
Рабочий цикл сверления G81
Режимы G98 G99
После достижения глубины сверления возврат осуществляется с ускоренной подачей, высоту возврата можно контролировать с помощью G98 или G99.
G98 Drill вернется на исходный уровень
G99 Drill вернется в R-плоскость.
G98, G99 можно использовать несколько раз во время цикла сверления G81.
Пример
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Повторное сверление
С помощью цикла сверления G81 операцию сверления можно повторять несколько раз. Сверление повторяется K раз, если этот параметр задан циклом сверления G81.
Повторное сверление обычно используется с инкрементальным режимом G91, и хорошим примером повторного сверления является сверление по сетке. пример повторного сверления приведен ниже.
Рабочие примеры
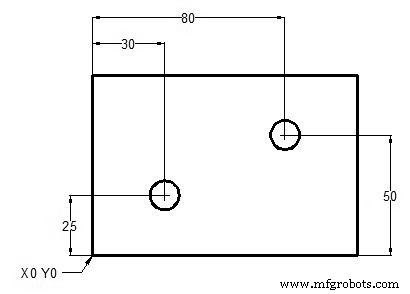
Пример цикла сверления G81
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
Пример G98 G99
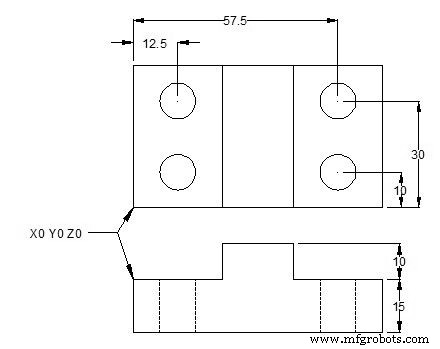
Использование цикла сверления G81 с G98 G99
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
Повторить пример сверления
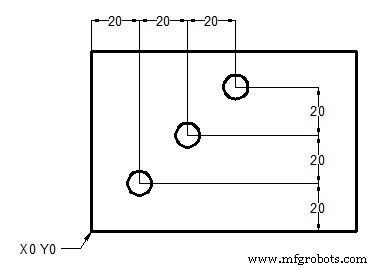
Повторить сверление с циклом сверления G81
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 H1 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
ИЛИ
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Простое сверление на токарном станке с ЧПУ с циклом сверления Fanuc G74
- Цикл обработки канавок на ЧПУ Fanuc G75
- Цикл сверления G81 – Повторить сверление в режиме инкрементов G91 Пример кода
- Постоянный цикл сверления G81 Пример программы фрезерной обработки с ЧПУ
- Пример программы цикла сверления ЧПУ G81
- Повторите сверление с помощью цикла сверления G81 и примера программы G91
- Создайте свой собственный цикл сверления G81 с помощью макроса Fanuc и модального вызова G66
- ECS G81/3 — 3-слойный цикл сверления
- Стандартный цикл сверления ECS G81