


Цикл сверления Fanuc G82
Цикл сверления G82 также называется циклом встречного сверления G82.
G82 — это обычный цикл сверления, единственное отличие которого заключается в том, что он задерживается в течение определенного времени на дне отверстия, что обычно используется для точного сверления по глубине.
Синтаксис
G82 X... Y... Z... R... P... F... K...
| Параметр | Описание |
|---|---|
| Х | Положение отверстия по оси x. |
| Д | Положение отверстия по оси Y. |
| Я | Глубина, инструмент перемещается с подачей на глубину Z, начиная с плоскости R. |
| Р | Положение плоскости R. |
| П | Задержаться на дне отверстия. |
| К | Количество повторений цикла (если требуется). |
| Ф | Скорость подачи. |
Использование
N30 G82 X10 Y30 Z-17 R2 P1000 F75 N40 Y10 N50 X30 N60 Y30 N70 G80
Как только цикл сверления G82 указан с его параметрами в программном блоке, это будет продолжать сверление при каждом перемещении оси, пока цикл не завершится с помощью G80
Работает
Как работает цикл сверления G82
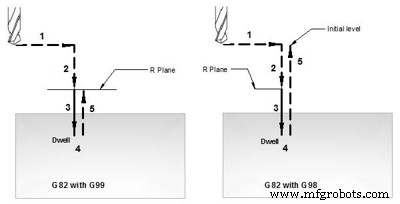
1- Ускоренный подвод в положение x, y
2- Ускоренный подвод в положение плоскости R
3- Сверление с подачей из плоскости R в положение глубины Z.
4- Задержка на указанное время на дне отверстия.
5- Ускоренный подвод к плоскости R или начальному уровню зависит от режима G99, G98.
Цикл сверления G82 работает
Режимы G98 G99
Как цикл сверления G82 ведет себя в режиме G98 или G99,
G98 Drill вернется на исходный уровень
G99 Drill вернется в R-плоскость.
Рабочий пример см. в цикле сверления G81.
Пример
N30 G82 X10 Y30 Z-17 R2 P2000 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Повторное сверление
Если значение параметра K задано с циклом сверления G82, то сверление будет повторяться количество раз, указанное с помощью K. Эффективно использовать повторное сверление при сверлении нескольких отверстий с одинаковым расстоянием, таким образом, цикл G82 используется в инкрементальном режиме G91. См. цикл сверления G81 для примера повторного сверления.
Рабочий пример
Пример цикла сверления G82
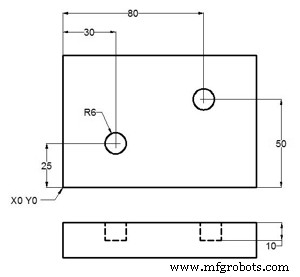
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G82 Z-10 R2 P1000 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Простое сверление на токарном станке с ЧПУ с циклом сверления Fanuc G74
- Нарезание конической резьбы с помощью цикла нарезания резьбы Fanuc G76
- Цикл обработки канавок на ЧПУ Fanuc G75
- Цикл повторения шаблона ЧПУ Fanuc G73
- Список G-кодов Fanuc
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Пример цикла сверления с периодическим сверлением G83
- Список G-кодов Fanuc
- Цикл сверления ECS G82 с задержкой для ломки стружки