


Цикл сверления с закруглением Fanuc G83
Цикл сверления с шагом G83 выполняет операцию сверления несколькими шагами, этот метод делает глубокое сверление простым и экономичным.
Подача при резании выполняется прерывисто до дна отверстия, пока удаляется стружка.
Поскольку сверление выполняется до дна отверстия с подачей в несколько небольших шагов, каждый раз, когда достигается заданная глубина, а затем сверло отводится, затем сверло делает следующий шаг, эта операция повторяется снова и снова, пока не будет достигнута глубина сверления. .
Синтаксис
G83 X... Y... Z... R... Q... F... K...
| Параметр | Описание |
|---|---|
| Х | Положение отверстия по оси x. |
| Д | Положение отверстия по оси Y. |
| Я | Глубина, инструмент перемещается с подачей на глубину Z, начиная с плоскости R. |
| Р | Положение плоскости R. |
| В | Глубина резания для каждой рабочей подачи (Peck). |
| К | Количество повторений цикла (если требуется). |
| Ф | Скорость подачи. |
Однажды заданный в программе G83, цикл сверления с периодическим выводом повторяется при каждом перемещении оси до тех пор, пока в программе не будет задано G80 для завершения цикла сверления с периодическим выводом.
Использование
N150 M06 T02 N160 G90 G00 X60 Y28 Z12 S750 M03 N170 G99 G83 X60 Y28 Z-17 Q6 R2 F60 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
В приведенном выше примере кода первое сверление выполняется в точке X60 Y28, а второе — в точке Y12, а затем цикл сверления с насечками завершается с помощью G80.
Для полной глубины сверления 17 мм выполняется пробивка отверстий по 6 мм.
Работает
Здесь кратко описано, как работает цикл сверления с насечками G83,
1- Ускоренный подвод к позиции сверления X, Y.
2- Ускоренный подвод к плоскости R.
3- Сверление с подачей Q на глубину.
4- Отвод с ускоренным подводом к плоскости R .
5- Ускоренный ход на глубину Q-d (значение d задается в параметрах).
6- Сверление с подачей Q+d на глубину.
7- Отвод с ускоренным ходом на R-плоскость
– вся эта процедура повторяется до тех пор, пока сверло не достигнет положения глубины Z,
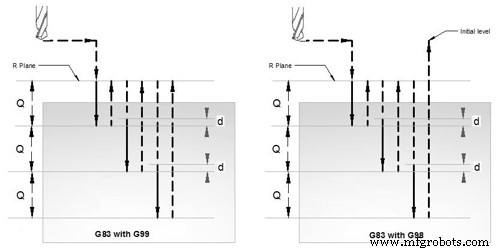
– затем сверло отводится в плоскость R или на Начальный уровень, зависит от G99 или G98, который задан в программе.
Работа цикла сверления с выводом сверла G83
Режимы G98 G99
После достижения глубины сверления возврат осуществляется с ускоренной подачей, высоту возврата можно контролировать с помощью G98 или G99.
G98 Drill вернется на исходный уровень
G99 Drill вернется в R-плоскость.
G98, G99 можно использовать несколько раз во время цикла сверления с выводом отверстия G83.
Пример
N30 G83 X10 Y30 Z-17 Q5 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Повторное сверление
Цикл сверления G83, операцию сверления можно повторять несколько раз. Сверление повторяется K раз, если значение K задано с помощью G83.
Повторное сверление обычно используется с инкрементальным режимом G91, и хорошим примером повторного сверления является сверление по сетке. Рабочий пример см. в цикле сверления G81.
Рабочий пример
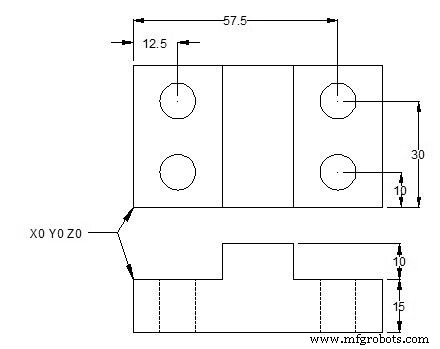
G83 Цикл сверления с периодическим выводом Пример
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G83 X12.5 Y10 Z-17 R2 Q4 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Простое сверление на токарном станке с ЧПУ с циклом сверления Fanuc G74
- Цикл обработки канавок на ЧПУ Fanuc G75
- Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
- Цикл нарезания резьбы метчиком Fanuc G84 с жестким метчиком
- Цикл сверления с насечкой G83 с образцом программы окружности отверстий под болты G70
- Пример цикла сверления с периодическим сверлением G83
- Цикл группового сверления G83 (глубокое отверстие) для ЧПУ Haas
- Цикл группового сверления G83 (глубокое отверстие) для Fanuc
- Глубокое сверление ECS G83 с циклом очистки