


Цикл группового сверления G83 (глубокое отверстие) для Fanuc
G83 Цикл сверления с отсечкой G-код является модальным, поэтому он активируется при каждом перемещении осей X и/или Y, и он будет быстро перемещаться в это положение, а затем вызывать этот постоянный цикл (сверление) для повторного выполнения, пока он не будет отменен (G80). .
Операция цикла сверления глубоких отверстий G83
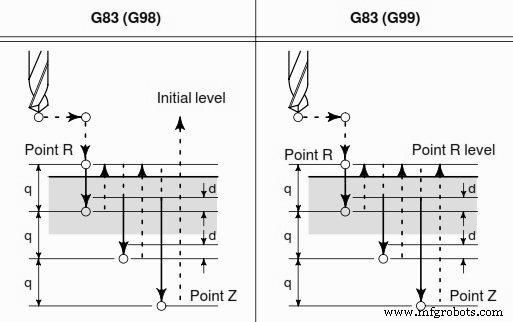
Цикл сверления глубоких отверстий G83 для Fanuc
Так как G83 является циклом сверления с выводом внахлест, то глубина каждого шага в цикле сверления G83 будет равна величине, заданной с помощью Q.
Инструмент выполнит шаг (глубина Q)
Затем инструмент будет ускоряться до плоскости R после каждого шага шага
и затем обратно для следующего шага шага
пока не будет достигнута глубина Z.
Используйте G98 и G99 для положения зазора по оси Z для позиционирования между отверстиями.
Формат цикла сверления с периодическим сверлением G83
G83 X_ Y_ Z_ R_ Q_ F_ K_;
X Y – данные о положении отверстия
Z – глубина Z (подача на глубину Z, начиная с плоскости R)
R – положение плоскости R
Q – глубина резания для каждой рабочей подачи ( глубина каждого шага)
F – скорость рабочей подачи
K – количество повторов (если требуется)
Полный пример программирования ЧПУ цикла G83 Peck сверления G81 Drilling Cycle G83 Peck Drilling with G98 G99 Example Program
Станок с ЧПУ
- Глубокое бурение без дрейфа
- Решение по стабильности инструмента для глубокого сверления
- Простое сверление на токарном станке с ЧПУ с циклом сверления Fanuc G74
- Цикл резьбы Fanuc G76 для чайников
- Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
- Цикл нарезания резьбы метчиком Fanuc G84 с жестким метчиком
- Цикл сверления с насечкой G83 с образцом программы окружности отверстий под болты G70
- Пример цикла сверления с периодическим сверлением G83
- Цикл глубокого сверления ECS G83/r с выдержкой для ломки стружки
- Глубокое сверление ECS G83 с циклом очистки