


Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
Полная программа обработки деталей с ЧПУ, показывающая, как G98 и G99 (уровень возврата постоянного цикла) работают с циклом сверления G81 и циклом сверления с периодическим выводом G83 для сверления компонента, имеющего разную высоту.
Обзор G98 G99
G98 и G99 — это модальные команды, которые изменяют способ работы постоянных циклов (G81, G83 и т. д.).
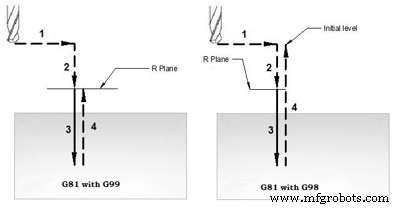
Когда G98 активна, ось Z возвращается в исходное положение (исходную плоскость) после завершения одной операции. .
Когда G99 активен, ось Z будет возвращена в точку R (плоскость), когда постоянный цикл завершает одно отверстие. Затем машина пойдет к следующему отверстию.
Рабочий цикл сверления G81 – уровень возврата G98 G99
Программа обработки деталей ЧПУ
Цикл сверления G81 с кодом G98 G99 Пример программы
113
Пояснение
N10- Смена инструмента (M06) на инструмент №1
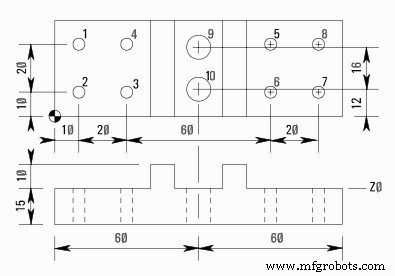
N20- Ускоренный подвод к X10 Y30 Z12, шпиндель запускается по часовой стрелке (M03) со скоростью 1000 об/мин (S1000).
N30- Сверление начинается (G81) в точке X10 Y30 с рабочей подачей (F75) сверло отводится в плоскость R после операции сверления.
N40- Следующая позиция сверления Y10 (поскольку G99 является модальным G-кодом, сверло будет продолжать отводиться в плоскость R, пока не будет задано G98).
N50 — Следующее сверло на X30.
N60- Сверло на Y30
N70 — просверлить на X90 и отвести в исходную плоскость.
N80 – просверлите отверстие в точке Y10 и отведите в плоскость R.
N90- Сверло на X110
N100 – просверлите на уровне Y30 и отведите в исходную плоскость.
N110- Цикл сверления отменяется (G80), возврат в референтную точку (G28) для смены инструмента, остановка шпинделя (M05).
N120- Смена инструмента (M06) на инструмент номер 2.
N130- Ускоренный подвод к X60 Y28 Z12, запуск шпинделя со скоростью 750 об/мин (S750) по часовой стрелке (M03).
N140-G83 Сверление с центральным выводом начинается с X60 Y28, глубина сверления Z-17, размер сверла Q6, подача сверления F60
N150- Следующее глубокое сверление на Y12 (возврат в исходную точку).
N160-G83 Цикл сверления с периодическим выводом отменяется с помощью G80, инструмент возвращается в референтную точку (G28), шпиндель останавливается (M05).
N170- Конец программы обработки с возвратом к началу программы (M30)
Коды G и M
| Код | Описание |
|---|---|
| Т | Инструмент №. используется. |
| M06 | Команда смены инструмента. |
| G90 | Абсолютное программирование |
| G00 | Ускоренный ход |
| С | Скорость резки |
| M03 | Вращение фрезы по часовой стрелке |
| M08 | Охлаждение включено. |
| G81 | Цикл сверления Fanuc. |
| G83 | Цикл сверления Fanuc с насечками. |
| G98 | Возврат в исходную точку в постоянном цикле. |
| G99 | Возврат к точке R в постоянном цикле. |
| Ф | Режущая подача. |
| G80 | Отмена стандартного цикла. |
| M09 | Охлаждающая жидкость отключена. |
| G28 | Возврат в исходное положение. |
| G91 | Инкрементное программирование. |
| M05 | Останов вращения фрезы. |
| M30 | Завершение программы обработки ЧПУ с возвратом к началу программы. |
Станок с ЧПУ
- Простое сверление на токарном станке с ЧПУ с циклом сверления Fanuc G74
- Пример программы Haas G71
- Обработка торцевых канавок с помощью цикла G74 Peck сверления Учебное пособие по программированию ЧПУ
- Цикл сверления G81 – Повторить сверление в режиме инкрементов G91 Пример кода
- Постоянный цикл сверления G81 Пример программы фрезерной обработки с ЧПУ
- Пример программы цикла сверления ЧПУ G81
- Цикл сверления с насечкой G83 с образцом программы окружности отверстий под болты G70
- Сверление решетчатой пластины с циклом сверления G81 – Образец программы ЧПУ
- Повторите сверление с помощью цикла сверления G81 и примера программы G91
- Глубокое сверление ECS G83 с циклом очистки