


Пользовательский макрос Fanuc Lathe для сквозного сверления
Макрос сверления Fanuc Peck
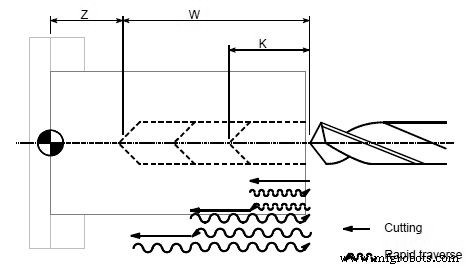
Предварительно переместите инструмент по осям X и Z в положение начала цикла сверления. Укажите Z или W для глубины отверстия, K для глубины резания и F для скорости подачи при сверлении отверстия.
Следующий пользовательский макрос работает с ЧПУ Fanuc, такими как FANUC Series 30i/31i/32i-MODEL A
Программирование
G65 P9100 Z K F
ИЛИ
G65 P9100 W K F
| Параметр | Описание |
|---|---|
| Я | Глубина отверстия (абсолютное программирование) |
| В | Глубина отверстия (пошаговое программирование) |
| К | Объем резки за цикл |
| Ф | Скорость подачи |
Пользовательский макрос
Основная программа
G50 X100.0 Z200.0 ; G00 X0 Z102.0 S1000 M03 ; G65 P9100 Z50.0 K20.0 F0.3 ; G00 X100.0 Z200.0 M05 ; M30
Макропрограмма
O9100; #1=0; (Clear the data for the depth of the current hole.) #2=0; (Clear the data for the depth of the preceding hole.) IF [#23 NE #0] GOTO 1; (If incremental programming, specifies the jump to N1.) IF [#26 EQ #0] GOTO 8; (If neither Z nor W is specified, an error occurs.) #23=#5002-#26; (Calculates the depth of a hole.) N1 #1=#1+#6; (Calculates the depth of the current hole.) IF [#1 LE #23] GOTO 2; (Determines whether the hole to be cut is too deep?) #1=#23; (Clamps at the depth of the current hole.) N2 G00 W-#2; (Moves the tool to the depth of the preceding hole at the cutting feedrate.) G01 W- [#1-#2] F#9; (Drills the hole.) G00 W#1; (Moves the tool to the drilling start point.) IF [#1 GE #23] GOTO 9; (Checks whether drilling is completed.) #2=#1; (Stores the depth of the current hole.) N9 M99 N8 #3000=1; (NOT Z OR U COMMAND Issues an alarm.)
Отрезка канавок компонентов с помощью программы токарного станка с ЧПУ с циклом G75
Пример геометрического программирования высокого уровня Osai (GTL)
Станок с ЧПУ
- Серия токарных станков с пользовательскими элементами управления
- Решение по стабильности инструмента для глубокого сверления
- Простое сверление на токарном станке с ЧПУ с циклом сверления Fanuc G74
- Пример программирования токарного станка с ЧПУ Fanuc
- Цикл нарезания резьбы G78 – Программирование токарного станка Fanuc
- Цикл нарезания резьбы метчиком Fanuc G84 с жестким метчиком
- Цикл сверления с насечкой G83 с образцом программы окружности отверстий под болты G70
- Макрос G65 для зенковки
- Макрос G65 для внутренней спирали
- Создайте свой собственный цикл сверления G81 с помощью макроса Fanuc и модального вызова G66