


Макропрограмма Centroid G65 для прорезей различной глубины и длины
Отправить:программист ЧПУ
Рисунок/изображение
Программа ЧПУ
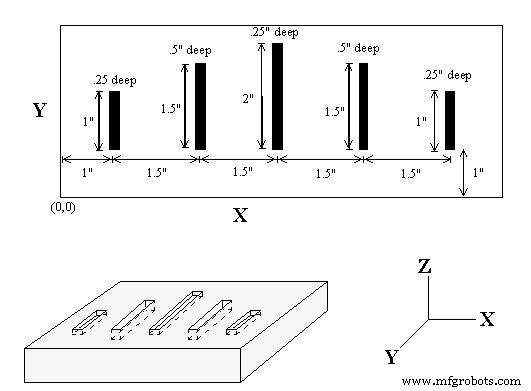
;The main program would call this macro five times, ;each time specifying the depth and length required. ;macro variables would handle the length in the Y direction ;and depth in the Z direction Main Program G90 G0 X1 Y1 Z0.1 ;Move to first notch G65 P0002 L1 Y1 Z.25 ;Call macro and assign Y=1" and Z=.5" G90 G0 X2.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro and assign Y=1.5" and Z=.5" G90 G0 X4 Y1 G65 P0002 L1 Y2 Z.25 ;Call macro again G90 G0 X5.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro again G90 G0 X7 Y1 G65 P0002 L1 Y1 Z.25 ;Call macro again Sub Program O0002 G90 G1 Z0 F30 Z#Z F5 ;Cut to variable depth G91 Y#Y F10 ;Cut variable length G90 G0 Z0.1 ;Retract
Пример диалоговой программы ЧПУ Heidenhain
Пример программы NCT G71 Цикл съема припуска Токарный станок с ЧПУ
Станок с ЧПУ
- BMW и UTI предлагают программу MSTEP для переходных военнослужащих
- Как установить производственную длину для кабелей и жгутов
- Что такое скорость резания, подача и глубина резания?
- Продажа станков с ЧПУ:цена и рекомендации
- Обучение по вакуумному насосу BECKER для вас и меня
- Лучший уровень для оптимизации и организации умной фабрики
- Обработка прототипов:плюсы и минусы ЧПУ для прототипирования
- Процессы отделки деталей и компонентов
- Макрос G65 для зенковки
- Макрос G65 для внутренней спирали