


Цикл группового сверления G83 (глубокое отверстие) для ЧПУ Haas
Объяснение стандартного цикла сверления глубоких отверстий G83
G83 Цикл сверления с отсечкой G-код является модальным, поэтому он активируется при каждом перемещении осей X и/или Y, и он будет быстро перемещаться в это положение, а затем вызывать этот постоянный цикл (сверление) для повторного выполнения, пока он не будет отменен (G80). .
Цикл сверления с центральным сверлением G83 для системы ЧПУ Haas
G83 Цикл сверления с периодическим выводом отверстий
Система ЧПУ Haas дает нам больше гибкости при сверлении глубоких отверстий (G83).
ЧПУ Haas имеет два формата цикла сверления глубоких отверстий G83.
Первый и широко используемый формат аналогичен формату управления ЧПУ Fanuc, как указано ниже.
Этот формат цикла сверления G83 кратко описан здесь.
Формат цикла сверления с периодическим сверлением G83
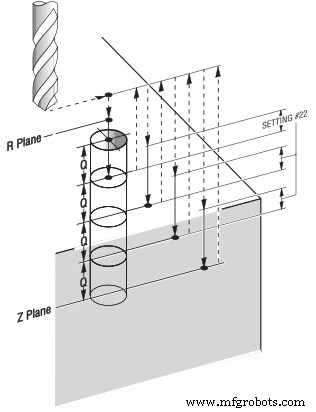
G83 X_ Y_ Z_ R_ Q_ F_;
X Y – данные о положении отверстия
Z – глубина Z (подача на глубину Z, начиная с плоскости R)
R – положение плоскости R
Q – Глубина резания для каждой рабочей подачи (глубина каждого шага)
F – Скорость рабочей подачи
Второй формат цикла сверления глубоких отверстий с ЧПУ Haas G83 приведен ниже
Формат стандартного цикла сверления с периодическим сверлением G83 — параметры I J K
Цикл сверления с периодическим выводом отверстий G83 с опциями I J K
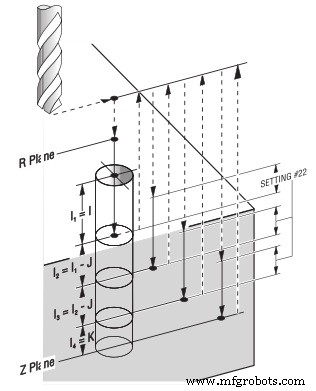
G83 X_ Y_ Z_ I_ J_ K_ R_ F_;
X Y – данные о положении отверстия
Z – глубина Z (подача на глубину Z, начиная с плоскости R)
R – положение плоскости R
I – Размер первой глубины резания
J – Величина уменьшения глубины резания при каждом проходе
K – Минимальная глубина резания
F – Скорость рабочей подачи
Первый проход будет резать на I, каждый последующий пропил будет уменьшаться на величину J, а минимальная глубина реза равна K.
Настройка цикла сверления глубоких отверстий с ЧПУ Haas G83
Параметр 22 — по мере того, как инструмент проникает глубже в отверстие, с каждым шагом он ускоряется к плоскости R, а затем возвращается на постоянное заданное расстояние над дном отверстия, которое было создано предыдущим шагом. Это указанное расстояние определяется в настройке 22.
Станок с ЧПУ
- Глубокое бурение без дрейфа
- Решение по стабильности инструмента для глубокого сверления
- Передовые методы обработки отверстий от CNC Services
- Простое сверление на токарном станке с ЧПУ с циклом сверления Fanuc G74
- Обзор системы интуитивного программирования для токарных станков — ЧПУ Haas
- Обработка торцевых канавок с помощью цикла G74 Peck сверления Учебное пособие по программированию ЧПУ
- Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
- Нарезание резьбы метчиком глубоких отверстий со стружкодроблением или нарезанием резьбы метчиком на станка…
- Цикл глубокого сверления ECS G83/r с выдержкой для ломки стружки
- Глубокое сверление ECS G83 с циклом очистки