


Передовые методы обработки отверстий от CNC Services
Опубликовано в августе. 12, 2019, | Автор:менеджер проекта WayKen
Изготовление отверстий в значительной степени недооценивается, потому что большинство отверстий, которые мы делаем, имеют тривиальную точность, небольшую глубину и предназначены только для удержания болтов. Однако современные высокотехнологичные отрасли (особенно аэрокосмическая и автомобильная) приходят на рынок услуг ЧПУ с требованиями изготовления деталей с очень точными или глубокими отверстиями или с очень точным расположением отверстий. Помимо передовых услуг по обработке с ЧПУ, такие требования требуют специальных методов и тщательного планирования.
Проблемы обработки отверстий
Процесс изготовления отверстий на самом деле довольно трудоемок с производственной точки зрения. Инструмент и заготовка могут легко перегреться, потому что трудно подавать СОЖ в отверстие, процесс не виден оператору, поэтому он может полагаться только на информацию станка и должен резать вслепую, проведение измерений затруднено, особенно в отверстиях с малые диаметры. И это только некоторые проблемы с изготовлением отверстий. Так вот, чтобы делать точные отверстия, сервисы ЧПУ постоянно разрабатывают и совершенствуют стратегии обработки, изобретают новые инструменты и приспособления под требования клиента.
Глубокое бурение
 Получить мгновенную смету
Получить мгновенную смету Ну, сверление само по себе процесс обычный, и в сверлении коротких отверстий нет ничего интересного, но чем глубже отверстие, тем труднее удерживать его ось прямо при сверлении. Это связано с тем, что более длинное сверло менее жесткое, а у него две режущие кромки, которые нельзя сделать одинаковой длины. Так, сила резания сторон сверла различна и сверло обычно отклоняется от прямой оси и делает отверстие кривобоким. Это неприемлемо для высокоточных деталей с ЧПУ.
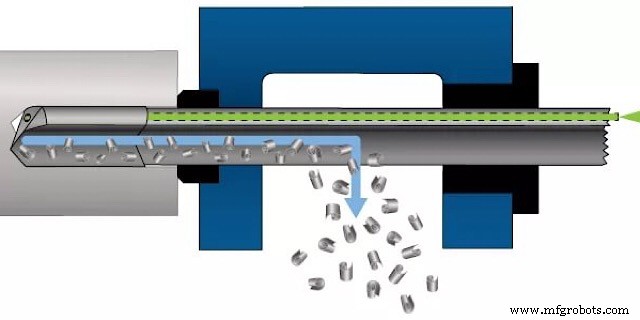
Вот почему было изобретено ружейное бурение. как следует из названия, он был впервые использован для производства ружей с длинным прикладом, где основным требованием является длинное, но точное отверстие. Тем не менее, с развитием производственных технологий, другие отрасли промышленности начали использовать пушечное сверление в своих целях. Основным отличием этой стратегии является инструмент. Ружейная дрель имеет одну режущую кромку, поэтому она не отклоняется от курса, как это делает простая дрель. Он имеет большую канавку для удаления стружки, которая также служит каналом охлаждения. Через канавку под высоким давлением прокачивается охлаждающая жидкость, которая удаляет стружку и значительно лучше охлаждает сверло. Минус этого метода в том, что эту дрель нельзя установить на обычный фрезерный центр с ЧПУ, для этого требуется дополнительная оснастка.

Станки с ЧПУ используют ружейные сверла в самых крайних случаях, но в основном стараются придерживаться универсальных инструментов, поэтому существуют определенные стратегии, позволяющие сверлить глубокие отверстия простыми сверлами. Во-первых, длина отверстия разбивается на отрезки глубиной около 3-4 диаметров отверстия. Каждый раз, когда сверло достигает конца сегмента, оно выбрасывается, чтобы дать остыть заготовке и инструменту и удалить всю стружку из отверстия.
Высокоточная обработка отверстий
Чтобы сделать точное отверстие, сверление с ЧПУ обычно выполняется несколькими инструментами, первый из которых значительно меньше диаметра отверстия и увеличивается со следующим инструментом. Это делается для уменьшения силы резания и, следовательно, отклонения оси по упомянутой выше причине. Кроме того, последовательные методы часто отличаются от простого сверления:
Колонковое бурение проводится сразу после бурения. У корончатого сверла три режущие кромки вместо одной, поэтому оно более стабильно. Корончатые сверла обычно обрабатывают пропил глубиной всего 0,5 мм, но их безусловным преимуществом является возможность корректировки оси.
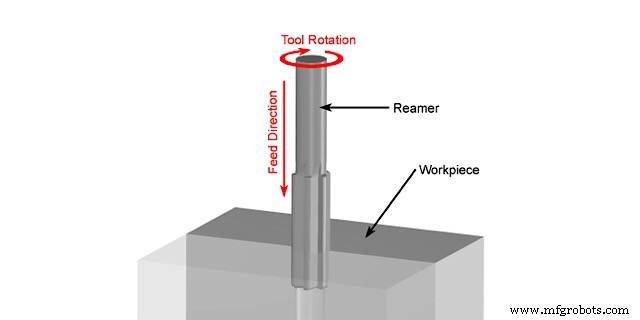
Развертка. Если вашему клиенту требуется отверстие с допуском до IT6 и очень гладкой поверхностью, вы берете развертку и делаете подачу обработки чрезвычайно низкой. Развертка представляет собой инструмент с большим количеством длинных режущих кромок, расположенных по бокам инструмента. У него есть передние режущие лезвия, но они очень маленькие, поэтому глубина резания при развертывании составляет около 0,1–0,05 мм. Благодаря этому, а также высочайшей точности режущих кромок, при развертывании получаются большие отверстия. Для отверстий меньшего размера развертывание выполняется вручную.
Хонингование является абразивным процессом, но его можно проводить на станке с ЧПУ, однако специальные хонинговальные станки, безусловно, лучше. Хонинг — это, по сути, развертка с абразивными планками вместо режущих лезвий. Еще одно отличие состоит в том, что доски можно отрегулировать под нужный диаметр. Хонинг вставляется в отверстие и вращается вокруг своей оси, в то время как планки перемалывают материал. После выброса хона направление вращения меняется на противоположное. В результате поверхность отверстия имеет перекрещивающиеся микроскопические канавки, что значительно повышает эффективность смазки.
Стратегии создания отверстий
Для многих отверстий требуется резьба, которая состоит из сложных тонких поверхностей и на самом деле довольно трудно обрабатывается. Существует несколько способов нарезания резьбы, но перед этим абсолютно необходимо выполнить зенкерование или растачивание. Эти два процесса создают коническую или цилиндрическую канавку на входе в отверстие. Это позволяет правильно вводить инструмент для нарезания резьбы и в дальнейшем помогает при сборке реальных деталей. Итак, вот несколько стратегий многопоточности.
При сверлении метчиком используется один инструмент, который напоминает болт, но имеет канавки для удаления стружки и длинную коническую область спереди для постепенного увеличения глубины резания. Подача обработки при нарезании резьбы с конусом (и с любой резьбой в этом отношении) такая же, как и шаг винта. Метчик медленно вставляется в отверстие, где каждая из его спиральных режущих кромок постепенно отрезает кусок материала, образуя резьбу. Небольшие отверстия обрабатываются вручную, и в этом случае процесс отверстия напоминает завинчивание болта с разной степенью затяжки. Сверло для метчика следует извлекать с большой осторожностью так же, как оно было вставлено. Если вы забудете об этом и попытаетесь извлечь сверло, не отвинчивая его, вы можете сломать его, и вам придется извлечь его с помощью электроэрозионной обработки.
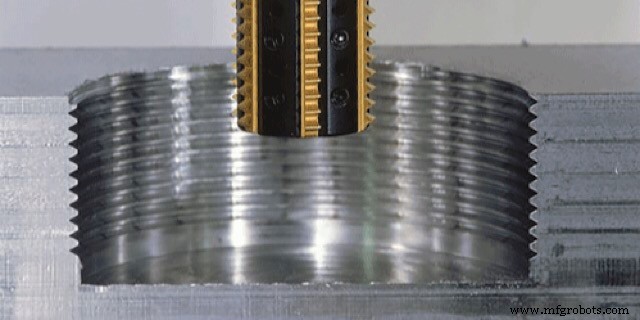
Резьбофрезерование дает лучшие результаты, потому что температура процесса ниже, и гораздо проще применять охлаждающие жидкости. Специальная фреза, которая на 30-40% меньше диаметра отверстия, движется по спирали по траектории буровых канавок и вращается вокруг своей оси для эффективного резания. Минимальный диаметр отверстия зависит от минимального диаметра фрезы.
Другая стратегия называется расточкой резьбы. Фактически это то же самое, что и токарная обработка в отношении установки детали и основных движений, но инструмент изготавливается таким образом, чтобы копировать форму канавки резьбы. Так, он подается с шагом винта в отверстие детали и нарезает спиралевидные поверхности резьбы. Важно отметить, что расточка отлично подходит для больших отверстий, но не может обрабатывать отверстия меньше 20 мм.
Свяжитесь с нами –Wayken, чтобы узнать, как прецизионная обработка с ЧПУ спроектирует отверстия в деталях для вашего проекта.
Станок с ЧПУ
- Знать о различных типах методов обработки с ЧПУ
- Обработка с ЧПУ:лучшие методы для вас
- Обработка акрила с ЧПУ
- Выбор правильных и надежных услуг по обработке с ЧПУ
- Услуги по обработке с ЧПУ обеспечивают точность в более сложных деталях
- Готовы передать услуги по обработке с ЧПУ в Китай? Сначала прочтите это.
- Повысьте эффективность производства с помощью услуг по обработке с ЧПУ
- Обработка полимеров с ЧПУ
- Услуги по обработке экзотических материалов с ЧПУ
- Обзор операций обработки отверстий на станках с ЧПУ