


Цикл нарезания резьбы резьбой Fanuc G84
Цикл нарезания резьбы G84 выполняет операцию нарезания резьбы, нарезание резьбы выполняется путем вращения шпинделя по часовой стрелке, когда дно отверстия достигнуто, шпиндель вращается в обратном направлении для отвода. Вся эта операция создает потоки.
Синтаксис
G84 X... Y... Z... R... P... F... K...
| Параметр | Описание |
|---|---|
| Х | Положение отверстия по оси x. |
| Д | Положение отверстия по оси Y. |
| Я | Глубина, нарезание от плоскости R до глубины Z. |
| Р | Положение плоскости R. |
| П | Время ожидания. |
| К | Количество повторений цикла (если требуется). |
| Ф | Скорость подачи. |
Однажды заданный в программе G84, цикл нарезания резьбы повторяется при каждом перемещении оси до тех пор, пока в программе не будет задана G80 для завершения цикла нарезания резьбы.
Примечания
Коррекция скорости подачи игнорируется во время нарезания резьбы.
Удержание подачи не останавливает станок, пока операция возврата не будет завершена.
Использование
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G84 X60 Y28 Z-17 P300 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Работает
Краткое описание того, как работает цикл нарезания резьбы G84,
Цикл нарезания резьбы G84 работает
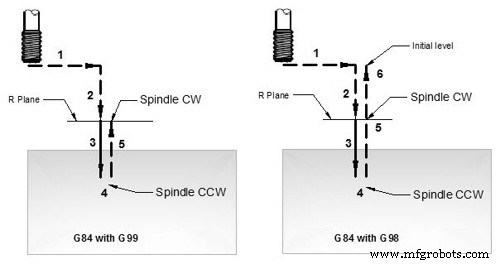
0- Команда вращения шпинделя по часовой стрелке (M03) должна быть задана в программе обработки деталей.
1- Ускоренный подвод к положению X, Y (положение предварительного сверления).
2- Ускоренный подвод к плоскости R .
3- Нарезание резьбы выполняется до глубины Z (с подачей нарезания резьбы, заданной с помощью G84).
4-1- Выдержка в течение времени, указанного с помощью P
4-2- Шпиндель вращается против часовой стрелки.
5- Метчик отводится с указанной подачей.
В плоскости R шпиндель вращается по часовой стрелке.
Если указано G99, то нарезание резьбы для этого отверстия заканчивается здесь,
6- если В программе дается G98, затем нажатие перемещается на начальный уровень.
Режимы G98 G99
После завершения касания высотой возврата можно управлять с помощью G98 или G99.
G98 Tap вернет на исходный уровень
G99 Tap вернет в R-плоскость.
G98, G99 можно использовать несколько раз во время цикла нарезания резьбы G84.
Повторное сверление
Цикл нарезания резьбы G84 можно повторить несколько раз, если задано значение K.
Рабочий пример см. в цикле сверления G81.
Рабочий пример
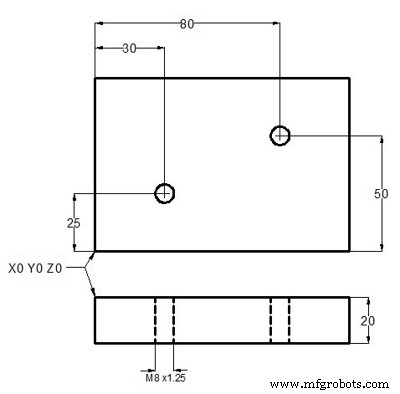
Пример цикла нарезания резьбы G84
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S100 M03 N40 G43 H01 Z5 M08 N50 G84 Z-20 R2 F1.25 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Пример программы станка для обработки канавок Fanuc G75
- Нарезание конической резьбы с помощью цикла нарезания резьбы Fanuc G76
- Цикл обработки канавок на ЧПУ Fanuc G75
- Цикл повторения шаблона ЧПУ Fanuc G73
- Список G-кодов Fanuc
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Цикл обработки канавок Fanuc G75, однострочный формат
- Список G-кодов Fanuc
- Цикл нарезания резьбы ECS G84