


Цикл сверления Fanuc G85
Цикл растачивания G85 используется для растачивания отверстия.
Синтаксис
G85 X... Y... Z... R... F... K...
| Параметр | Описание |
|---|---|
| Х | Положение отверстия по оси x. |
| Д | Положение отверстия по оси Y. |
| Я | Глубина, нарезание от плоскости R до глубины Z. |
| Р | Положение плоскости R. |
| К | Количество повторений цикла (если требуется). |
| Ф | Скорость подачи. |
Однажды заданный в программе G85 цикл растачивания повторяется при каждом перемещении оси до тех пор, пока в программе не будет задана G80 для завершения этого цикла.
Использование
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G85 X60 Y28 Z-15 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Работает
Краткое описание того, как работает цикл расточки G85,
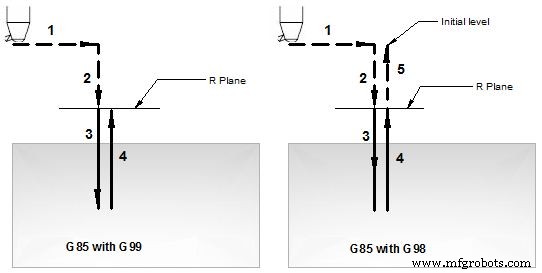
Рабочий цикл G85
1- Ускоренный подвод в положение X, Y.
2- Ускоренный подвод в R-плоскость.
3- Растачивание с подачей от R-плоскости на глубину Z.
4- Отвод с подачей от глубины Z до плоскости R.
Если задана G99, то расточка этого отверстия заканчивается.
5- Ускоренный ход до начального уровня, только если G98 задан в программе обработки с G85.
Режимы G98 G99
Как цикл растачивания G85 ведет себя в режиме G98 или G99,
Расточной инструмент G98 вернется на исходный уровень
Расточной инструмент G99 вернется в плоскость R.
Рабочий пример см. в цикле сверления G81.
Повторное сверление
Если значение параметра K задано с помощью цикла растачивания G85, то растачивание будет повторяться столько раз, сколько указано с помощью K. См. пример цикла сверления G81.
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Пример программы станка для обработки канавок Fanuc G75
- Нарезание конической резьбы с помощью цикла нарезания резьбы Fanuc G76
- Цикл обработки канавок на ЧПУ Fanuc G75
- Цикл повторения шаблона ЧПУ Fanuc G73
- Список G-кодов Fanuc
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Цикл обработки канавок Fanuc G75, однострочный формат
- Список G-кодов Fanuc
- Цикл растачивания ECS G85