Промышленное производство
Станок с ЧПУ

Список кодов Fanuc 31i G для программистов станков с ЧПУ, которые работают на обрабатывающих центрах с ЧПУ с ЧПУ Fanuc 30i 31i 32i. ЧПУ Fanuc Следующий список g-кодов также применим к следующим элементам управления ЧПУ. Fanuc Series 30i/300i/300is — МОДЕЛЬ A Серии Fanuc 31i/310i/310is-МОДЕЛЬ A5

Denford Mirac PC — это универсальный 2-осевой настольный токарный станок с ЧПУ, идеально подходящий для всех уровней образования и технической подготовки. Токарный станок с ЧПУ Denford Mirac PC Список G-кодов Mirac для ПК G-код Функция G00 Позиционирование (ускоренный ход) G01 Линейная интерполя

Okuma M203 — это одна из функций сокращения времени работы.Примечание: Используйте M203 с осторожностью. Команда разблокировки башни Okuma M203 ЧПУ одновременно разжимает револьверную головку и вызывает перемещение оси при получении команды M203.Команда M203 эффективна, только если она указана с по
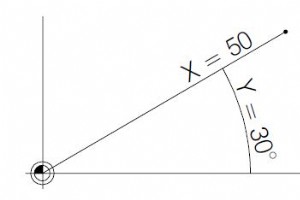
G15 Конечная интерполяция полярных координат G15 Конечная интерполяция полярных координат Программирование 189 G16 Начать интерполяцию в полярных координатах G16 Начать интерполяцию в полярных координатах Программирование 190 Точки между G16 и G15 можно определить с помощью полярных координат. В
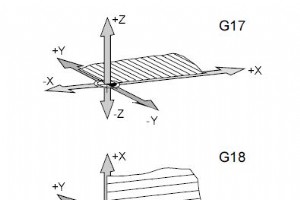
Выбор плоскости Fanuc G17 G18 G19 С помощью G17 G18 G19 будет определена плоскость, в которой могут выполняться круговая интерполяция и интерполяция в полярных координатах и в которой будет рассчитываться коррекция радиуса фрезы.В вертикальной оси к активной плоскости будет выполняться коррекция
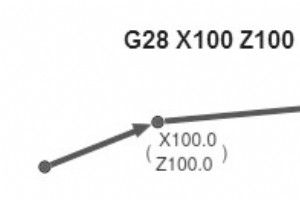
Опорная точка подхода Fanuc G28 С помощью G28 подвод к референтной точке осуществляется через промежуточное положение (X, Y, Z). Сначала будет движение по X, Y и Z, затем будет приближение к опорной точке. Оба движения происходят с G00! Сдвиг G92 будет удален. Программирование 137 Параметры Парам
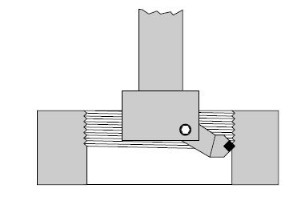
Нарезание резьбы Fanuc G33 С помощью подходящего инструмента (расточной или торцевой головки) можно нарезать резьбу. Примечания Переключатель коррекции подачи и шпинделя не активен, пока G33 (100%). Программирование 123 Параметры Параметр Описание Ф Шаг резьбы [мм] Я Глубина резьбы

G43 Компенсация длины инструмента положительная С помощью G43 можно вызвать значение из регистра смещения (СМЕЩЕНИЕ) и добавить его к длине инструмента.Ко всем последующим перемещениям Z (с активной плоскостью XY – G17) в программе это значение будет добавлено. Программирование 83 Пример 92 Знач
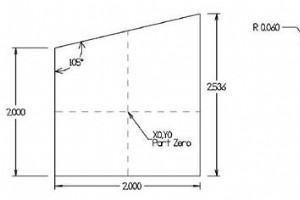
Отправить:Программист ЧПУ Обзор Haas Corner Rounding and ChamferingДля фасок используется C с указанной длиной фаски.Для радиусов a ,R с указанным размером радиуса.Блок снятия фаски или скругления углов может быть вставлен между двумя линейными блоками или блоками G01. Эти два блока определяют угол

Стандартное сверление ECS G81 Циклический ввод данных активируется в режимах MDI и редактирования с помощью этой последовательности клавиш: Программирование 64 Параметры Параметр Описание ЛОР Достигнута котировка глубины в рабочей ленте RAP Котировка достигнута в рапиде в начале цикла RAL Котир
ECS G81/3 — трехслойное сверление С помощью этого цикла можно сверлить отверстия, определяющие две зоны, в которых долото будет продвигаться с подачей, отличной от той, которая запрограммирована командой F…. Цикл ввода данных активируется в режимах MDI и Edit с помощью этой последовательности клав
Сверление ECS G82 с задержкой для ломки стружки Единственная разница между этим циклом и стандартным сверлением G81 заключается в задержке, сделанной долотом после того, как оно достигло значения глубины (ENT) для разрушения стружки. Циклический ввод данных активируется в режимах MDI и Edit с помо
Глубокое сверление ECS G83 с очисткой Этот цикл обычно используется для сверления глубоких отверстий. Первое сверло долота достигнет котировки, определенной параметром INI. . После того, как он вернётся обратно на RAP цитировать. В следующий раз бит будет опережать объект, заданный (INI + IND ). По
Глубокое сверление ECS G83/r с выдержкой для ломки стружки Отличия этого цикла от глубокого сверления G83 являются: В конце каждого шага сверления выполняется задержка TIM. сек до поломки чипа. В конце задержки бит не перемещается быстро в RAP. цитата, но сразу начинается следующий шаг детализации
Нажатие ECS G84 Этот цикл используется для нарезания резьбы, когда шпиндель фрезерного станка не оснащен датчиком положения. В этом случае также предлагается использовать кран с механическим компенсатором. Также необходимо убедиться, что: Запрограммированная подача [мм/мин] =запрограммированная ск
Цикл сверления ECS G85 Единственная разница между этим циклом и стандартным сверлением G81 заключается в том, что инструмент возвращается в цвет RAL. котировка производится в рабочей ленте, между ENT и RAP , а при быстром (G00 ) из RAP на RAL . Цикл ввода данных активируется в режимах MDI и Edit с
Растачивание ECS G86 с циклом остановки шпинделя Единственная разница между этим циклом и стандартным сверлением G81 заключается в том, что шпиндель достиг ENT котировка остановлена. Он перезапустится только тогда, когда инструмент быстро достигнет RAL. цитата. Цикл ввода данных активируется в реж
Растачивание ECS G87 с циклом отвода Этот цикл отличается от «расточки с остановом шпинделя» G86, потому что в этом случае, когда инструмент достигает ENT цитата, шпиндель не только останавливается, но и ориентируется в определенном положении (через функцию M19), отключается движением по осям X и Y
Рассверливание ECS G89 с циклом выдержки Этот цикл отличается от стандартного цикла сверления G85 тем, что позволяет запрограммировать время выдержки (TIM сек) между прибытием на ENT цитата, к началу движения, сделанного при рабочей подаче, до достижения RAP цитата. Цикл ввода данных активируется

Команда Osai серии 10 SSL используется с G96 для установки максимальной скорости вращения шпинделя во время CSS. Программирование 207 Параметры Параметр Описание значение Значение, которое можно запрограммировать непосредственно с помощью десятичного числа или косвенно с помощью параметра E. П
Станок с ЧПУ