Промышленное производство
Станок с ЧПУ

Список ошибок управления станком с ЧПУ Mazak для MAZATROL MATRIX и т. д. Другие списки аварийных сигналов Mazak см. на следующих страницах. Ошибка системы/привода Mazak (№ 1–№ 99, № 1000–№ 1099) Ошибка управления станком с ЧПУ Mazak (№ 100 — № 199, № 1100 — № 1199) Ошибка управления машиной Maza

Список ошибок работы экрана ЧПУ Mazak для MAZATROL MATRIX и т. д. Другие списки аварийных сигналов Mazak см. на следующих страницах. Ошибка системы/привода Mazak (№ 1–№ 99, № 1000–№ 1099) Ошибка управления станком с ЧПУ Mazak (№ 100 — № 199, № 1100 — № 1199) Ошибка управления машиной Mazak PLC (№

Makino Professional 3 CNC Control (Makino Pro 3) Список G-кодов для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Makino Pro 3 (Fanuc 16i/18i). G-код Makino Pro 3 G-код Функция G00 Быстрое позиционирование G01 Линейная интерполяция (скорость подачи) G02 Круговая/винтовая интерполяция п

Makino Professional 3 CNC Control (Makino Pro 3) Список M-кодов для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Makino Pro 3 (Fanuc 16i/18i). Коды Makino Pro 3 M Стандартные M-коды M-код Описание M000 Остановка программы M001 Дополнительная остановка M002 Конец программы M003 Запуск

Полный список сообщений об ошибках Fadal и кодов аварийных ошибок для устранения неполадок станков Fadal с ЧПУ Сообщения об ошибках Fadal Требуется абсолютный режим при N = ЧПУ должно быть в режиме G90 (абсолютный) во время всех функций измерения. Функция датчика L9101 запрограммирована в режиме

Список аварийных сигналов ПЛК Fadal / Сообщения ПЛК для обрабатывающих центров Fadal (системы ЧПУ GE FANUC 0i MC). Тревоги ПЛК ТРЕВОГА ОПИСАНИЕ 1002 ОШИБКА ДВОЙНОГО ПЕРЕКЛЮЧАТЕЛЯ ДВЕРИ 1003 M02 ЭНЕРГОСБЕРЕЖЕНИЕ, СБРОС ДО ОЧИСТКИ 1005 ДВЕРЬ ОТКРЫТА, СИГНАЛ ИЗМЕНЕНИЯ ИНСТРУМЕНТА MDI 1016 КОНЕЦ С

Fadal G-коды M-коды Фиксированные подпрограммы и т. д. для станков с ЧПУ, которые работают на станках Fadal VMC. G-коды G-код Описание G0 Быстрое путешествие G1 Линейная интерполяция G2 Круговая интерполяция (по часовой стрелке) G3 Круговая интерполяция (против часовой стрелки) G4 Dwell P =вр

Коды сигналов тревоги Fanuc 0i / 0i Mate для станков с ЧПУ. Сигналы Fanuc 0i Ошибки программы (аварийный сигнал P/S) Ошибки программы / Аварийные сигналы по программе и работе (сигнал P/S) 0 ПОЖАЛУЙСТА, ОТКЛЮЧИТЕ ПИТАНИЕ СИГНАЛИЗАЦИЯ 1-ГО ПАРИЕНТА 2 СИГНАЛИЗАЦИЯ ПАРИТЕТА ТВ 3 СЛИШКОМ МНОГО ЦИФР
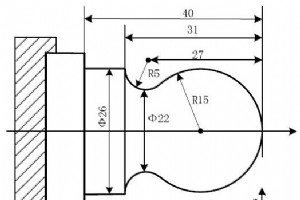
Пример программы GSK 980 TDc, в этом примере программы ЧПУ используются коды G02 G03 круговой интерполяции.Программа ЧПУ показывает, как две дуги могут быть соединены вместе в программе ЧПУ GSK 980 TDc. Пример программирования GSK 980 TDc Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03 S2

Citizen Cincom E32 IV G-коды и M-коды для программистов станков с ЧПУ. G-коды G-код Функция G00 Быстрая подача G01 Линейная интерполяция G02 Круговая интерполяция (по часовой стрелке) G03 Круговая интерполяция (против часовой стрелки) G04 Задержка G28 Возврат контрольной точки G32 Нарезка р

Ниже приведен список кодов адресов, используемых при программировании фрезерного станка Haas. Вращение по четвертой оси (Настройка 30, 34, 48, 108)Адресный символ A используется для указания движения для необязательной четвертой оси A. Указывает угол в градусах для поворотной оси. За ним всегда с
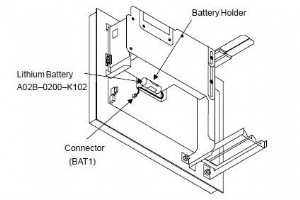
Серия Fanuc 15i 150i Метод замены батареи Fanuc Время от отсоединения кабеля старой батареи до подключения кабеля новой батареи должно быть меньше 5 минут. Настройки BIOS не стираются при правильном выполнении нижеописанных процедур. Но если настройки BIOS стерты, при включении питания отображается
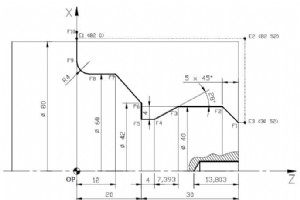
Полный пример программы для токарных станков с ЧПУ NUM, в этой программе ЧПУ сначала обтачивается внешний контур, а затем обрабатывается канавка с помощью отдельного инструмента. ЧИСЛО G-кодов токарных станков с ЧПУ ЧИСЛО M-кодов токарных станков с ЧПУ Пример программы NUM 760 T %159N1 (AXE)N10
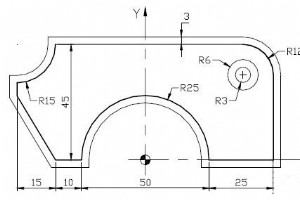
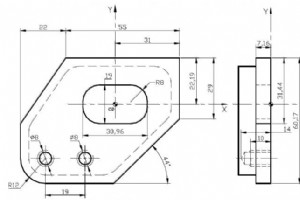
NUM Пример программы фрезерного станка с ЧПУ Резка по внешнему контуру со сквозным сверлением и зенковкой на глубину 5 мм. Пример программы NUM CNC Mill %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y
Отправить:БЕАТА Обзор NUM Пример программы токарного станка с ЧПУ, который показывает использование NUM циклов ЧПУ,G64 Цикл черновой обработки/обработки торцаG65 Цикл черновой обработки канавкиG87 Цикл сверления со стружкодроблениемИспользуется несколько инструментов чтобы завершить всю эту операци
Отправить:БЕАТА Обзор Пример программы фрезерного станка с ЧПУ NUM, который показывает работу многих циклов NUM, таких как цикл простого кармана G45 и т. д.В этом примере программы ЧПУ используются следующие циклы G-кодов NUM G45 Цикл простого карманаG71 Ввод метрических данныхG81 Цикл сверления ц
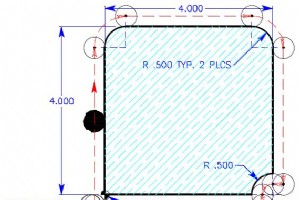
Объяснение программирования круговой интерполяции для фрезерных станков с ЧПУ Haas с примерами программ ЧПУ, эти примеры показывают, как IJK или R могут быть заданы в программе ЧПУ при программировании круговой интерполяции с G-кодами G02 G03. Круговая интерполяция Haas Зачем использовать IJK, если
Отправить:Программист ЧПУ Обзор Пример программирования токарного станка с ЧПУ, в этом примере программирования значения диаметра по оси X не используются, но для программирования используются значения радиуса. В режиме «Радиус»/установке размеров перемещение по оси X на токарном станке будет расс
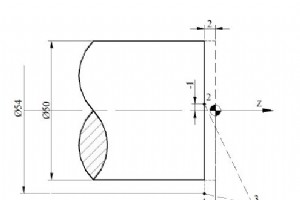
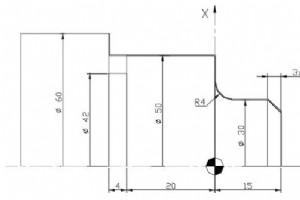
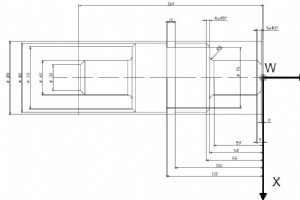
Автор:Машинист Обзор Простая программа для токарного станка с ЧПУ, показывающая, как компонент может быть обработан инструментом.Это также показывает движения инструмента. Рисунок/изображение Программа ЧПУ %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N4
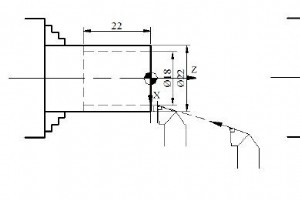
Автор:Брайан Обзор Очень простая программа ЧПУ, показывающая, как можно сделать очень простую программу токарного станка с ЧПУ для обработки диаметра.Это также показывает движения инструмента. Рисунок/изображение Программа ЧПУ %N10 T104 M06N20 G97 S2000 G95 F0.1 M03N30 G00 X18 Z2 M08N40 G01 Z-22N5
Станок с ЧПУ