

Промышленное производство
Станок с ЧПУ
Автор:Брайан Рисунок/изображение Программа ЧПУ 95
Автор:Машинист Рисунок/изображение Программа ЧПУ 85
Отправить:программист ЧПУ Рисунок/изображение Программа ЧПУ 78
Автор:Брайан Рисунок/изображение Программа ЧПУ 66
Автор:Машинист Рисунок/изображение Программа ЧПУ 53
Отправить:программист ЧПУ Рисунок/изображение Программа ЧПУ 45
Автор:Машинист Рисунок/изображение Программа ЧПУ 37
Отправить:программист ЧПУ Рисунок/изображение Программа ЧПУ 23
Автор:Брайан Рисунок/изображение Программа ЧПУ 15
Автор:Брайан Рисунок/изображение Программа ЧПУ 06

Коды аварийных сигналов Fanuc 6 применяются к системам ЧПУ Fanuc System 6M 6T. Для станков с ЧПУ, работающих на токарном станке с ЧПУ 6T или фрезерном станке с ЧПУ с ЧПУ Fanuc 6M. Коды аварийных сигналов Fanuc System 6M и 6T подразделяются, как показано ниже 210–245 Ошибки концевых выключателей хо

Okuma OSP-P300S/P300L Alarm-C list.Для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Okuma. Классификация сигналов тревоги Okuma Аварийные сигналы, связанные с OSP, подразделяются на пять типов, которые Тревога P Будильник А Будильник Б Тревога C (перечислена ниже) Тревога D ОШИБКА Ниже
Программирование десятичной точки Fanuc Обзор На некоторых элементах управления ЧПУ при программировании ЧПУ программисты должны ставить десятичную точку в конце большинства числовых значений, например. X100.0 Y10.0Хотя в большинстве ЧПУ нет необходимости ставить десятичную точку в конце числового

Okuma OSP-P300S/P300L Alarm-D list.Для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Okuma. Классификация сигналов тревоги Okuma Аварийные сигналы, связанные с OSP, подразделяются на пять типов, которые Тревога P Будильник А Будильник Б Будильник C Тревога D (перечислена ниже) ОШИБКА Ни
Пример программы фрезерной обработки ЧПУ, который показывает, как программа ЧПУ может быть легко преобразована из режима абсолютной программы G90 в режим инкрементальной программы G91. Пример программы фрезерной обработки с ЧПУ Абсолютная программа G90 Пошаговая программа G91 N10 T1 M6 M3 G43N15
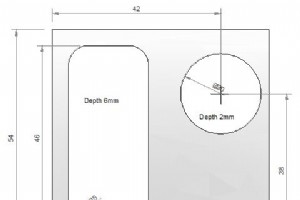
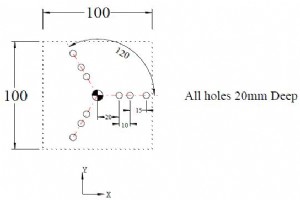
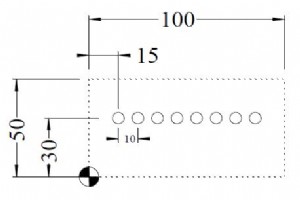
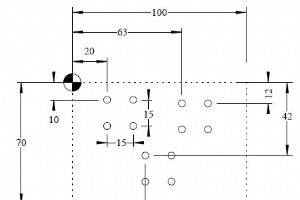
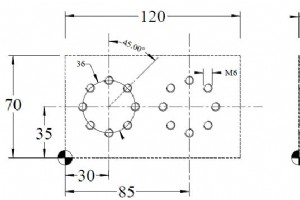
Пример программы фрезерования с ЧПУ, который показывает, как программа ЧПУ может быть создана для обработки карманов на фрезерном станке с ЧПУ. В этом примере программы фрезерование Peck используется для резки материала для обработки прямоугольного и одного круглого кармана. Пример программы фрезер
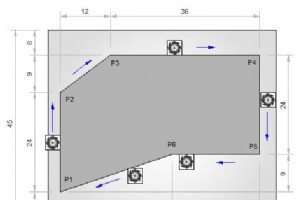
В примерах программы фрезерной обработки с ЧПУ показано использование G-кодов G91 G41 G43. Программа фрезерного станка с ЧПУ G91 G41 G43 Программа обработки деталей ЧПУ N05 G54N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X-22 Y-22N25 Z-3N30 G1 X3 Y6 G41 H2 (P1)N35 G91 X0 Y24 (P2)N40 X12 Y9 (P3)N45 X36 (
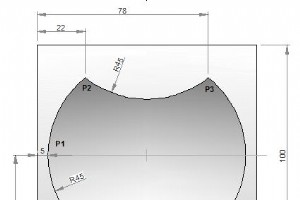
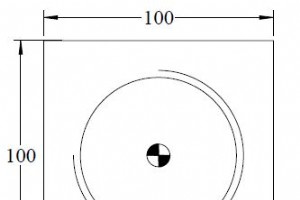
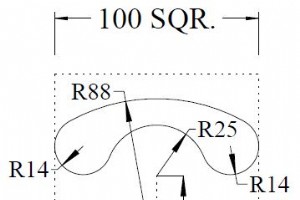
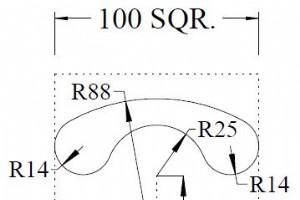
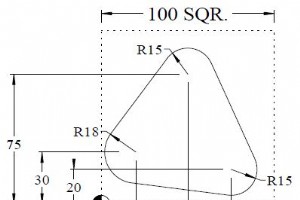
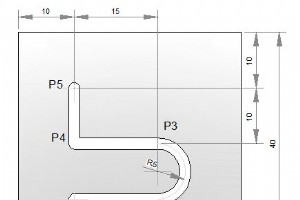
Программа фрезерной обработки с ЧПУ для описания того, как два или более радиуса могут быть соединены вместе в программе фрезерной обработки с ЧПУ. Пример подпрограммы фрезерного станка с ЧПУ Программа обработки деталей ЧПУ N10 T1 H1 M6 G43 M3N20 F150 S250N30 G0 X-21 Y50 Z0.5N40 G0 Z0N50 M98 P0400

G-коды и M-коды обрабатывающих центров Cincinnati с ЧПУ Acramatic 2100e.Следующий список кодов G и M относится к следующим вертикальным обрабатывающим центрам Cincinnati с ЧПУ Acramatic 2100E СТРЕЛКА E/DART 500/750 (ERM) СТРЕЛА 500/750/1000/1250C (ЭРМ) СТРЕЛА 1250/1500/2000 (ERD) G-коды Цинцинна
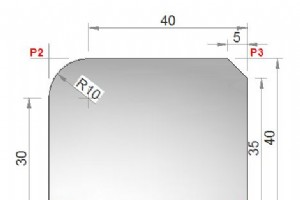
Скругление углов и снятие фаски Haas Пример программы ЧПУ Haas, показывающий, как можно запрограммировать фаску и угловой радиус. Снятие фаски Haas Чтобы запрограммировать фаску N10 G01 X20 Y30 ,C3 Скругление углов Haas Чтобы запрограммировать радиус N10 G01 X20 Y30 ,R3 Пример скругления углов и
Станок с ЧПУ





