Промышленное производство
Станок с ЧПУ
Автор:Брайан Рисунок/изображение Программа ЧПУ %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1 X0.G2 X-.
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L X-50 Y+01
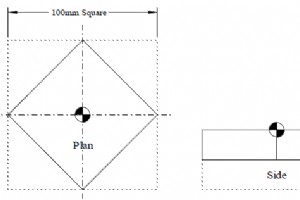
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M616 M3017

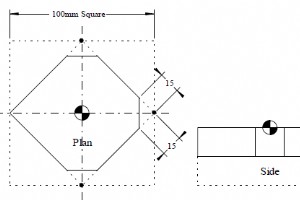
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+016 DEP ?

Список параметров Haas (фрезерный/токарный станок) для станков с ЧПУ, которые работают на токарном/фрезерном станке с ЧПУ Haas. Параметры — это редко изменяемые значения, которые изменяют работу машины. К ним относятся типы серводвигателей, передаточные числа, скорости, сохраненные пределы хода, ко

Если у вашего ЧПУ Haas возникла какая-то проблема, например, он не включается/выключается сам по себе/издает звуковой сигнал клавиатуры, то вот несколько шагов по устранению неполадок, которые вы можете предпринять. Перед тем как продолжить ВНИМАНИЕ! Некоторые механические и электрические процедуры

Список кодов Mazak INTEGREX M для станков с ЧПУ.Другие функции (M-код) для Mazak INTEGREX 300/400-III/III T/IIIS/IIIST Список кодов Mazak M М-коды Описание M00 Остановка программы M01 Дополнительная остановка M02 Конец программы M03 Нормальное вращение шпинделя M04 Обратное вращение шпинделя
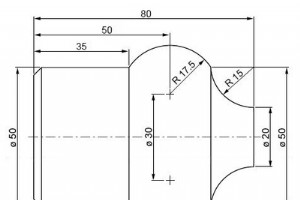
Пример программы ЧПУ, показывающий, как можно запрограммировать две комбинированные дуги с помощью G02 G03 для токарного станка с ЧПУ. Первая дуга программируется с помощью G02 R, а вторая дуга программируется с помощью G03 I K G02 G03 Пример программирования G02 G03 Пример программирования N50 G

Список кодов Mazak G для станков с ЧПУ, которые работают на станках с ЧПУ Mazak INTEGREX 300/400-III/III T/IIIS/IIIST. G-коды Mazak G-код Функция G00 Позиционирование G01 Линейная интерполяция G01.1 Нарезание резьбы с интерполяцией по оси C G02 Круговая интерполяция (CW) G03 Круговая интерпол

Список кодов Mazak G для станков с ЧПУ, работающих на обрабатывающих центрах MAZAK. Список G-кодов Mazak G-код Функция G00 Позиционирование G01 Линейная интерполяция G01.1 Нарезание резьбы с интерполяцией по оси C G02 Круговая интерполяция (CW) G03 Круговая интерполяция (CCW) G02.1 Спиральна

Список аварийных сигналов Mazak plc для станков с ЧПУ. Список сигналов тревоги для Mazak INTEGREX 300/400-II Другие списки аварийных сигналов Mazak см. на следующих страницах. Ошибка системы/привода Mazak (№ 1–№ 99, № 1000–№ 1099) Ошибка управления станком с ЧПУ Mazak (№ 100 — № 199, № 1100 — №
Список кодов Mach3 m для станков с ЧПУ. Эти коды Mach3 m работают как для токарной, так и для фрезерной обработки. M-коды Mach3 M-код Значение M0 Остановка программы M1 Дополнительная остановка программы M3 Конец программы M3/4 Вращение шпинделя по часовой стрелке/против часовой стрелки M5 Ос
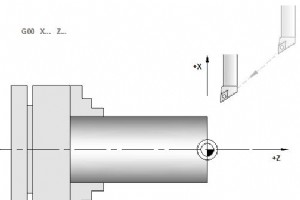
Быстрое позиционирование Haas G00 — токарный станок Haas G00 Код G используется для перемещения оси станка на максимальной скорости. G00 в основном используется для быстрого позиционирования станка в заданную точку перед каждой командой подачи (резки) (все перемещения выполняются на полной быстрой с
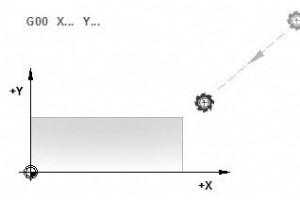
Быстрое позиционирование Haas G00 — Haas Mill G00 Код G используется для перемещения оси станка на максимальной скорости. G00 в основном используется для быстрого позиционирования станка в заданную точку перед каждой командой подачи (резки) (все перемещения выполняются на полной быстрой скорости). П

Сигналы тревоги/ошибки Fanuc 15i для станков с ЧПУ. Тревоги Fanuc 15i Ошибки программы/аварийные сигналы (сигнал тревоги P/S) Ошибки программы/аварийные сигналы программы и операции (сигнал тревоги P/S) PS001 РЕЖИМ УПРАВЛЕНИЯ ОСЬЮ НЕДОПУСТИМ. PS003 СЛИШКОМ МНОГО ЦИФР PS006 НЕЗАКОННОЕ ИСПОЛЬЗОВАН

Fanuc 11.10.12 Коды аварийных сигналов/ошибок для станков с ЧПУ. Коды аварийных сигналов Fanuc 10/11/12 Ошибки программы/аварийные сигналы (сигнал тревоги P/S) Ошибки программы/аварийные сигналы программы и работы (сигнал тревоги P/S) PS003 СЛИШКОМ МНОГО ЦИФР PS006 НЕЗАКОННОЕ ИСПОЛЬЗОВАНИЕ ОТРИЦ
Сигналы тревоги/ошибки Fanuc серии 15 для станков с ЧПУ. Тревоги Fanuc серии 15 Ошибки программы/аварийные сигналы (сигнал тревоги P/S) Ошибки программы/аварийные сигналы программы и работы (сигнал тревоги P/S) PS003 СЛИШКОМ МНОГО ЦИФР PS006 НЕЗАКОННОЕ ИСПОЛЬЗОВАНИЕ ЗНАКА МИНУС PS007 НЕПРАВИЛЬНОЕ

ЧПУ Selca серии 4000/3000 управляют G-функциями/G-кодами для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Selca. Эти функции Selca G работают со следующими системами ЧПУ Selca, Серия Selca S4000 – S4040, S4040, S4045P, S4060D Серия Selca S3000 – S3040, S3045, S3045P, S3035D Функции Se

Операторы ЧПУ, работающие на фрезерных/токарных станках с ЧПУ с ЧПУ D.Electron Z32, могут бесплатно загрузить руководства по программированию D.Electron Z32 с веб-сайта D.Electron (ссылка приведена ниже). Инструкции по ЧПУ D.Electron Z32 Доступные языки Эти руководства по программированию ЧПУ Z32
Список кодов NUM 1020/1040/1060T G для станков с ЧПУ, которые работают на токарных станках с ЧПУ с ЧПУ NUM. ЧИСЛО 1020/1040/1060T G-кодов G-код Описание G00 Высокоскоростная линейная интерполяция G01 Линейная интерполяция при запрограммированной скорости подачи G02 Круговая интерполяция по часо
Станок с ЧПУ