Промышленное производство
Станок с ЧПУ

Коды Heidenhain M (Разные функции) для Heidenhain TNC 640/530/410/426/430/320 Heidenhain TNC 320 М-коды Heidenhain M-код Описание M0 Останов выполнения программы (Шпиндель СТОП, СОЖ ВЫКЛ) M1 Дополнительная программа STOP (СТОП шпинделя, СОЖ ВЫКЛ) М2 Останов выполнения программы (СТОП шпинделя,

Полный список кодов ошибок для NUM элементов управления ЧПУ NUM 1000/1020/1040/1050/1060 T и G ЧПУ NUM 1060 ЧИСЛО Ошибок управления ЧПУ Прочие ошибки и машинные ошибки Номер ошибки Значение ошибки 1 Неизвестный символ / Ось не распознана системойСлишком много цифр после функцииНаличие знака после

Все шпиндели, которые простаивали более 4 дней, перед работой на скорости выше 6000 об/мин должны пройти термоциклирование. Это предотвратит возможный перегрев шпинделя из-за отстаивания смазки. Эта 20-минутная программа прогрева медленно доводит шпиндель до скорости и позволяет шпинделю термически
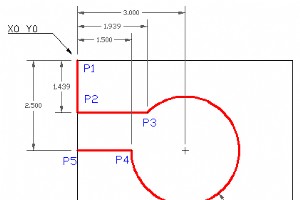
Пример кода программы ЧПУ с рисунком, показывающим, как можно фрезеровать дугу на фрезерном станке с ЧПУ.G02 Круговая интерполяция по часовой стрелке с I и J используется для дуговой обработки. Круговая интерполяция G2 по часовой стрелке G2 X... Y... I... J... Параметр Описание Х Координаты конечно

Полный список кодов G и M для токарных станков Okuma для станков с ЧПУ, которые работают на токарных станках с ЧПУ Okuma. Токарный станок с ЧПУ Okuma OSP-P200L G-коды токарных станков Okuma G-код Описание G00 Позиционирование G01 Линейная интерполяция G02 Круговая интерполяция (CW) G03 Кругова

Полный список кодов G и M Okuma Mill для станков с ЧПУ, работающих на фрезерных станках с ЧПУ Okuma. Мельница Okuma OSP-P200M G-коды Okuma Mill G-код Описание G00 Позиционирование G01 Линейная интерполяция G02 Круговая интерполяция – Спиральная резка (по часовой стрелке) G03 Круговая интерполя

Коды аварийных сигналов Fanuc 21i Model A для станков с ЧПУ. Коды аварийных сигналов Fanuc 21i, модель A Сигналы Fanuc 21i, модель A Ошибки программы (аварийный сигнал P/S) Ошибки программы / Аварийные сигналы по программе и работе (сигнал P/S) 0 ПОЖАЛУЙСТА, ОТКЛЮЧИТЕ ПИТАНИЕ СИГНАЛИЗАЦИЯ 1-ГО П

Коды аварийных сигналов Fanuc 21i для станков с ЧПУ. Фанук 21iMB Тревоги Fanuc 21i Ошибки программы (аварийный сигнал P/S) Ошибки программы / Аварийные сигналы по программе и работе (сигнал P/S) 0 ПОЖАЛУЙСТА, ОТКЛЮЧИТЕ ПИТАНИЕ СИГНАЛИЗАЦИЯ 1-ГО ПАРИЕНТА 2 СИГНАЛИЗАЦИЯ ПАРИТЕТА ТВ 3 СЛИШКОМ МНОГО

Коды сигналов тревоги Fanuc 16i 18i для станков с ЧПУ. Эти коды аварийных сигналов Fanuc применимы к следующим элементам управления ЧПУ Fanuc Fanuc 16i/18i, модель A Fanuc 16i/18i, модель B Fanuc 16iL, модель A Fanuc 16iP, модель A Fanuc 16iP/18iP, модель B FANUC 18i-MB Тревоги Fanuc 16i 18i Ош
Полный пример программирования ЧПУ для машинистов, работающих на проволочном электроэрозионном станке (электроэрозионная обработка) Введение в резку проволоки с ЧПУ Электроэрозионная резка проволокой, также известная как электроэрозионная обработка, представляет собой процесс, в котором используетс

Полные списки G-кода для различных элементов управления фрезерных/токарных станков с ЧПУ. G-код нескольких элементов управления ЧПУ описан в статьях и примерах программирования. G-код для манекенов с ЧПУ G-коды станков с ЧПУ Коды G и M для станков с ЧПУ — фрезерные и токарные станки с ЧПУ G-коды

Пример программы ЧПУ для резки Quincunx на контроллере плазменной резки с ЧПУ.Этот пример программы запрограммирован в G91 Инкрементальное программирование. Что такое станок плазменной резки с ЧПУ Плазменная резка Плазменная резка — это процесс, который используется для резки стали и других металло

Коды аварийных сигналов шпинделя Fanuc и неисправности привода шпинделя Fanuc. Привод шпинделя переменного тока Fanuc, модель A06B-6052-H002 Неисправности привода шпинделя переменного тока Список сигналов тревоги для A06B-6052-Hxxx Список аварийных сигналов для следующих приводов: Модель 1 A06B

Шестигранные или шестигранные ключи для станков с ЧПУ Шестигранный ключ (также известный как шестигранный ключ, шестигранный ключ или шестигранный ключ) имеет шестигранное поперечное сечение, подходящее для головок винтов с шестигранными углублениями. Страницы:1 2 3 4 5 6 7 8 9 10 11 12
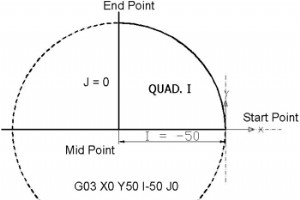
3-я часть серии статей «Концепции и программирование круговой интерполяции».В этой части кратко объясняется, как станки с ЧПУ могут расчитывать и программировать. круговая интерполяция G02 G03 с использованием I J и K . Читать другие части этой статьи Концепции круговой интерполяции и программиро
Haas M88 Подача СОЖ через шпиндель включена Код M88 используется для включения подачи СОЖ через шпиндель (TSC), M89 отключает подачу СОЖ.Прежде чем использовать систему TSC, необходимо установить соответствующие инструменты со сквозным отверстием. Неиспользование надлежащих инструментов приведет к
Haas M89 Подача СОЖ через шпиндель отключена M89 используется для отключения опции «Подача СОЖ через шпиндель» (TSC). При вызове M89 шпиндель останавливается, а насос TSC отключается. Включает очистку на время, указанное в параметре 237, затем выключает очистку. Связанные настройки Haas Настро

Спящий режим Haas M95 Спящий режим по сути является длительной задержкой (паузой). Спящий режим можно использовать, когда пользователь хочет, чтобы машина начала прогреваться, чтобы быть готовой к использованию по прибытии операторов. Программирование Формат команды M95: M95 (hh:mm) Комментарий
ИНТЕРАКТИВНЫЙ ВВОД ПОЛЬЗОВАТЕЛЯ Haas M109 M109 M-код позволяет программе G-кода размещать на экране короткую подсказку (сообщение). Макропеременная в диапазоне от 500 до 599 должна быть указана с помощью P-кода. Программа может проверять любой символ, который можно ввести с клавиатуры, сравнивая ег

ВТУЛКА СОЖ Haas M34, ПОЛОЖЕНИЕ ВНИЗ M34 ВТУЛКА ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ, ПОЛОЖЕНИЕ ВНИЗ, ДЕЙСТВИЕ (+1) M34 Увеличивает текущее положение цапфы на одну позицию вниз.Увеличение позиции цапфы приводит к тому, что цапфа смещается на одну позицию вниз от исходного положения. Исходное положение обозначаетс
Станок с ЧПУ