Промышленное производство
Станок с ЧПУ
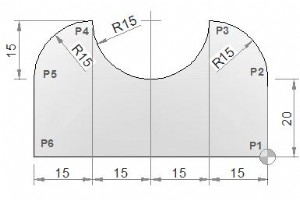
Программа фрезерного станка с ЧПУ, которая объединяет/объединяет несколько дуг. Программа многодугового фрезерного станка с ЧПУ G2 G3 I J Программа обработки деталей ЧПУ N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X0 Y0 (P1)N25 G1 Y20 (P2)N30 G3 X-15 Y35 I-15 J0 (P3)N35 G2 X-45 Y35 I-15 J0 (P4)N40 G3 X
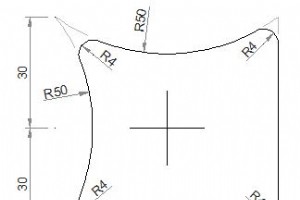
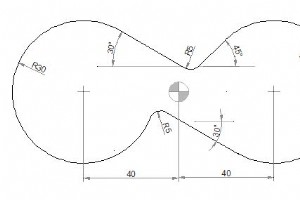
G02 G03 Пример программы фрезерного станка с круговой интерполяцией. G02 G03 Пример фрезерного станка с ЧПУ Программа обработки деталей ЧПУ G0 X30 Y-30 (P1)G1 Y22.67 (P2)G3 X24.07 Y26.18 R4 (P3)G2 X-18.27 Y23.46 R50 (P4)G3 X-23.46 Y18.27 R4 (P5)G2 X-23.46 Y-18.27 R50 (P6)G3 X-18.27 Y-23.46 R4 (P
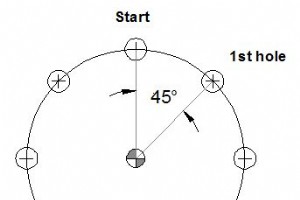
Круг отверстий под болты Fadal L93NN (BHC) Подпрограмма Fadal L93NN используется для сверления шаблона по кругу, обычно называемому кругом отверстий под болты. Программирование N5 L93NN R0... R1... R2... Параметры Параметр Описание R0 Направление и расстояние по оси X от начального положения до цен
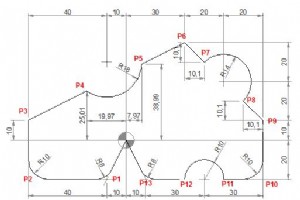
Программа станков с ЧПУ для программистов станков с ЧПУ, которые начали изучать основные приемы программирования с ЧПУ. Пример программы фрезерного станка с ЧПУ Программа ЧПУ N40 G90 G00 X0 Y0N50 G01 X-10 Y-20 R8 (P1)N60 G01 X-50 R10 (P2)N70 Y10 (P3)N80 X-19.97 Y25.01 (P4)N90 G03 X7.97 Y38.99 R18
Пример программы фрезерного станка с ЧПУ для станков с ЧПУ. Пример программирования фрезерного станка с ЧПУ Программа ЧПУ G0 X-60 Y0G1 X-70 (P1)G2 X-25.02 Y25.97 R30 (P2)G1 X2.46 Y10.13 (P3)G3 X8.5 Y10.92 R5 (P4)G1 X18.79 Y21.21 (P5)G2 X25.13 Y-26.05 I21.21 J-21.21 (P6)G1 X-5 Y-8.66 (P7)G3 X-12.
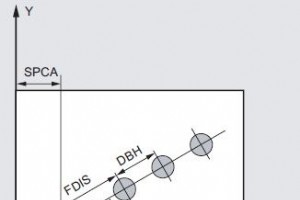
Sinumerik HOLES1 Ряд отверстий Цикл Sinumerik HOLES1 используется для создания ряда отверстий на прямой линии. Программирование Плоскость G17 активна HOLES1 (SPCA, SPCO, STA1, FDIS, DBH, NUM) Параметры Параметр Описание ЗКО Опорная точка по оси X (абсолютная) SPCO Опорная точка по оси Y (абс
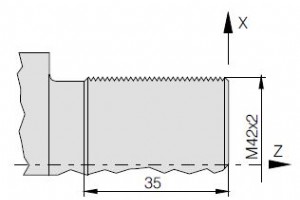
Автор:Sinumerik Programmer Рисунок/изображение Программа ЧПУ G54G53 G0 X610 Z350T5 D1 G95 S1000 M4G0 X44 Z12CYCLE97(,42,0,-35,42,42,10,3,2.76, ,30, ,5,2,3,1,1)G0 X200 Z100M30
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+57 Y+25 Z+2 R0 FMAX M036 L Z-5 R F80 M7 L X+20 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
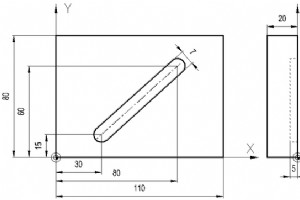
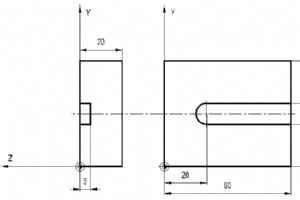
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+3.54 TOOL CALL 1 Z S 22005 L X+30 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+80 Y+60 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+20 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+85 Z-7 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+4,54 TOOL CALL 1 Z S 22005 L X+5 Y-7 Z+2 R0 FMAX M036 L Z-5 RL F40 M7 L Y+51 R F80 M8 L X+45 R F M9 L Y+5 R F M10 L X-10 R F M11 L Z+2 R0 FMAX M12 L X+26 Y-7 R0
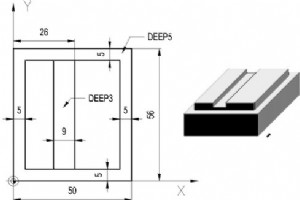
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+3,54 TOOL DEF 2 L+0 R+35 TOOL CALL 1 Z S 24006 L X+5 Y-7 Z+2 R0 FMAX M037 L Z-3 RL F40 M8 L Y+51 R F80 M9 L X+45 R F M10 L Y+5 R F M11 L X-10 R F M12 L Z+2 R0 F
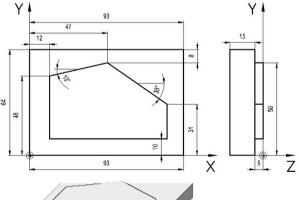
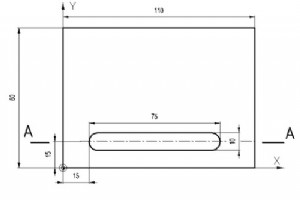
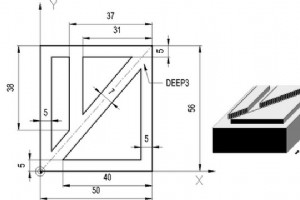
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-152 BLK FORM 0.2 X+93 Y+64 Z+03 TOOL DEF 1 L+0 R+174 TOOL CALL 1 Z S 24005 L X-20 Y+10 Z+2 R0 FMAX M036 L Z-5 RR F40 M7 L X+83 R F80 M8 L Y+31 R F M9 L X+47 Y+56 R F M10 L X+12 Y+48 R F M11 L Y-20 R F M12 L Z+
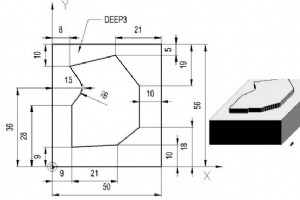
Автор:Брайан Рисунок/изображение Программа ЧПУ 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+64 TOOL DEF 2 L+0 R+155 TOOL CALL 1 Z S 24006 L X-20 Y+9 Z+2 R0 FMAX M037 L Z-3 RR F40 M8 L X+30 Y+10 R F80 M9 L X+40 IY+8 R F M10 L Y+37 R F M11 L X+29 Y+51 R

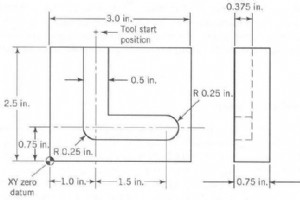
Отправить:Танвир Рисунок/изображение Программа ЧПУ O1234 (Program Number)N5 G90 G20 (ABSOLUTE COORDINATE. IN INCHES)N10 M06 T3 (TOOLCHANGE TO TOOL #3)N15 M03 S1250 (SPINDLE ON CW AT 1250RPM)N20 G00 X1 Y1 (RAPID OVER TO X1 Y1)N25 Z0.1 (RAPID DOWN TO Z0.1)N30 G01 Z-0.125 F5 (FEED DOWN TO Z-0.125 AT 5

Автор:Машинист Программа ЧПУ T? M6 (THREADMILL)G0 G90 G40 G21 G17 G94 G80G54 X? Y? S? M3 (Move to bore centre)G43 Z? H?;G65 P1002 A? B? D?(A = THREAD DIAMETER)(B = PITCH)(D = RADIUS OFFSET NUMBER)M30O1002#11=[[#1*0.8]/2]#12=[[#1/2]-#11];G91 Y#12G41 X#11 D#7G3 X-#11 Y#11 R#11 Z#2/4J-[#1/2] Z#2X-#11 Y
Автор:Машинист Программа ЧПУ T? M6 (ENDMILL)G0 G90 G40 G21 G17 G94 G80G54 X? Y? S? M3 (Move to bore centre)G43 Z? H?;G65 P1001 A? D?(A = C/BORE DIAMETER)(D = RADIUS OFFSET NUMBER)M30O1001#11=[[#1*0.8]/2]#12=[[#1/2]-#11]G91 Y#12G41 X#11 D#7G3 X-#11 Y#11 R#11J-[#1/2]X-#11 Y-#11 R#11G1 G40 X#11G0 G90 Z
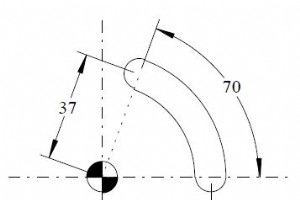
Автор:Машинист Рисунок/изображение Программа ЧПУ ;A = #1 (Start Angle 0 degrees);B = #2 (Start Radius);C = #3 (Increment angle for accuracy calculations.);I = #4 (Finish Angle);J = #5 (Finish radius);K = #6 (Milling feed)O2222T5 M6G0 G90 G40 G21 G17 G94 G80G54 X35 Y0 S500 M3G43 Z100 H?Z5G1 Z-0.5 F2
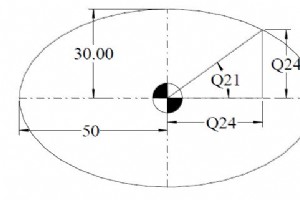
Автор:Машинист Рисунок/изображение Программа ЧПУ T1 M6G0 G90 G40 G21 G17 G94 G80G54 X0 Y0 S? M3G43 Z5 H?G1 Z-? F?#20 = 2 ; Incremental degree calculation#21 = 0 ; Start Angle#22 = 30 ; Y Axis Radius#23 = 50 ; X Axis RadiusG41 X#23 D? ; Compensation motion to right side of internal pocketN10 #21 = [
Автор:Брайан Рисунок/изображение Программа ЧПУ % (Indicates start of program)N005 G90 G70 (Specifies absolute dimensions, inch units)N010 G97 G94 T01 (Specifies units for speed and feed rate; loads first tool)N015 G00 X1000 Y3000 Z250 F0 (Rapid positioning of tool to start point)N020 G01 Z-375 M03
Станок с ЧПУ