


Макрос G65 для увеличения радиуса
Автор:Машинист
Рисунок/изображение
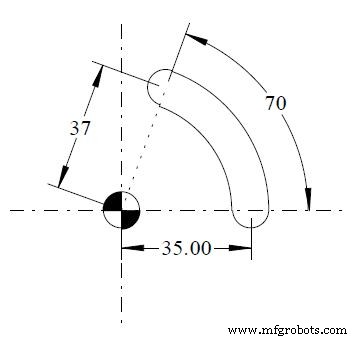
Программа ЧПУ
;A = #1 (Start Angle 0 degrees) ;B = #2 (Start Radius) ;C = #3 (Increment angle for accuracy calculations.) ;I = #4 (Finish Angle) ;J = #5 (Finish radius) ;K = #6 (Milling feed) O2222 T5 M6 G0 G90 G40 G21 G17 G94 G80 G54 X35 Y0 S500 M3 G43 Z100 H? Z5 G1 Z-0.5 F200 G65 P8999 A0 B35 C0.01 I70 J37 K500 G0 G90 Z100 M30 O8999 #7 = #4 / #3 ;1) Total no. of moves 70 / 0.01 #8 = [[#5 - #2] / #7] ;2) Increase in radius 37-35/7000 N1 #2 = #2 + #8 ;3) Next Radius i.e. 35+inc. radius. #1 = #1 + #3 ;4) Increase in angle #9 = #2 * COS [ #1 ] ;5) New X axis position #10 = #2 * SIN [ #1 ] ;6) New Y axis position G1 X#9 Y#10 F#6 ;7) Feed move to new positions ;8) If new angle is less than finish angle go to line N1. IF [#1 LT #4] GOTO 1 G0 Z10 M99
Станок с ЧПУ
- t искать на станке с ЧПУ
- Лучший фрезерный станок с ЧПУ для деревообработки
- 4 Рекомендации для шпинделя с ЧПУ
- Отзывы о нашем фрезерном станке с ЧПУ
- Справочная таблица минимального радиуса изгиба для листового металла
- Видео для станка с ЧПУ
- Программирование станков с ЧПУ
- Программирование угла G01 ЧПУ
- Макрос G65 для зенковки
- Макрос G65 для внутренней спирали