

Промышленное производство
Станок с ЧПУ
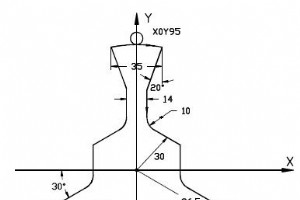
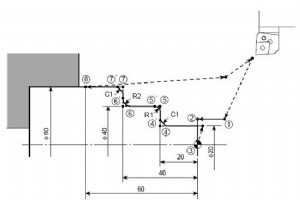
Отправить:Программист ЧПУ Рисунок/изображение Программа ЧПУ [G13 Straight line, at a known angle,[ through a point or tangent to a circle[G20 Circle of known center and radius[G21 Linking radius[G51 Offset / rotation of the coordinate system on the planeN1 [PROFILE 7N2 $1M0X-131.I129.Y-61.5J104.N3
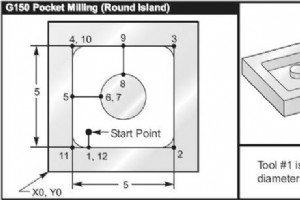
Автор:Машинист Рисунок/изображение Программа ЧПУ Main Program%O03010T1 M06 (Tool is a 0.500” diameter endmill)G90 G54 G00 X2. Y2. (XY Start Point)S2500 M03G43 H01 Z0.1 M08G01 Z0. F30.G150 P3020 X2. Y2. Z-0.5 Q0.5 R0.01 J0.3 K0.01 G41 D01 F10.G40 G01 X2. Y2.G00 Z1. M09G53 G49 Y0. Z0.M30%Subprogram%O
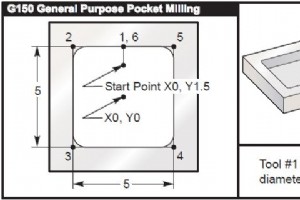
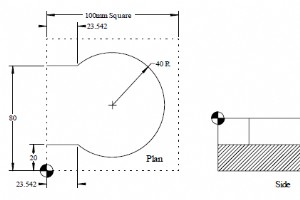
Автор:Брайан Рисунок/изображение Программа ЧПУ (5.0 x 5.0 x 0.500 DP. Square Pocket)Main Program%O01001T1 M06 (Tool #1 is a 0.500” diameter endmill)G90 G54 G00 X0. Y1.5 (XY Start Point)S2000 M03G43 H01 Z0.1 M08G01 Z0.1 F10.G150 P1002 Z-0.5 Q0.25 R0.01 J0.3 K0.01 G41 D01 F10.G40 G01 X0. Y1.5G00 Z1.
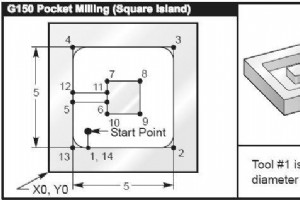
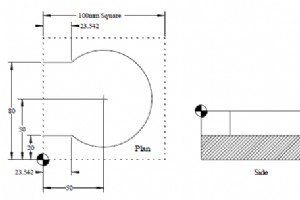
Отправить:программист ЧПУ Рисунок/изображение Программа ЧПУ (5.0 x 5.0 x 0.500 DP. Square Pocket with Square Island)Main Program%O02010T1 M06 (Tool is a 0.500” diameter endmill)G90 G54 G00 X2. Y2. (XY Start Point)S2500 M03G43 H01 Z0.1 M08G01 Z0.01 F30.G150 P2020 X2. Y2. Z-0.5 Q0.5 R0.01 I0.3 K0.01
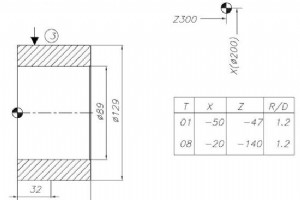
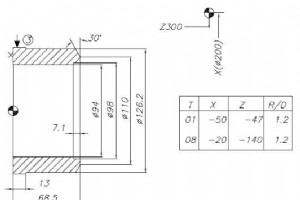
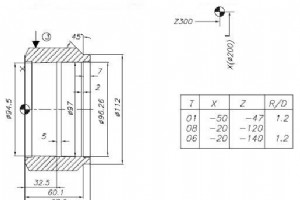
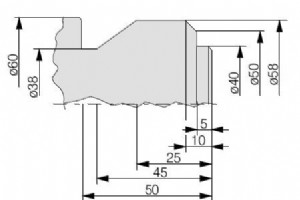
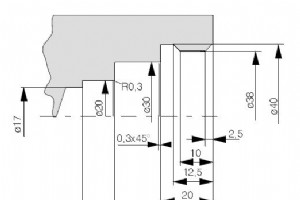
Автор:Машинист Рисунок/изображение Программа ЧПУ %MPF128N0005 G95 G96 S120 M41 M4N0010 G00 X135 Z19 T1 D1N0015 G1 X121 Z26 F.25 M8N0020 G0 X188N0025 Z14N0030 G1 X186N0035 X184 Z15N0040 X130N0045 X110 Z25N0050 X60N0055 G0 X150 Z150N0060 T0 D0N0065 X68 Z26 S60 T6 D6N0070 G1 X64 Z24 F.2 M8N0075 G0 Z26

Отправить:Программист ЧПУ Программа ЧПУ 327
Отправить:БЕАТА Рисунок/изображение Программа ЧПУ 316
Отправить:БЕАТА Рисунок/изображение Программа ЧПУ 304
Отправить:БЕАТА Рисунок/изображение Программа ЧПУ 295
Автор:Брайан Рисунок/изображение Программа ЧПУ 284
Отправить:Программист ЧПУ Рисунок/изображение Программа ЧПУ 279
Автор:Sinumerik Programmer Рисунок/изображение Программа ЧПУ 265
Автор:Брайан Рисунок/изображение Программа ЧПУ 251
Автор:Викрам Рисунок/изображение Программа ЧПУ 241
Отправить:БЕАТА Рисунок/изображение Программа ЧПУ 238
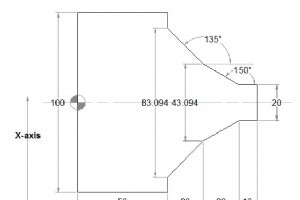
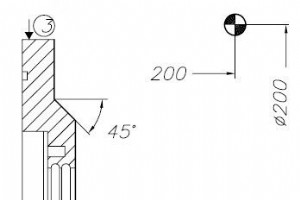
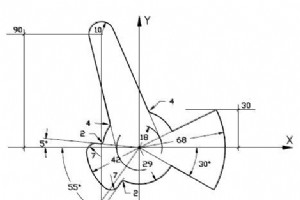
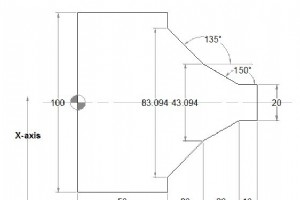
Синумерик ANG= Если конечные точки контура не указаны непосредственно в чертеже механической обработки, можно также использовать указание угла ANG=… для определения прямой линии. ANG=можно использовать в плоскостях G17 G18 G19. Положительные углы выравниваются против часовой стрелки. ANG=Пример
Автор:Машинист Рисунок/изображение Программа ЧПУ 219
Автор:Машинист Рисунок/изображение Программа ЧПУ 202
Автор:Машинист Рисунок/изображение Программа ЧПУ 197
Автор:Брайан Рисунок/изображение Программа ЧПУ 186
Станок с ЧПУ

Решение практических проблем с производительностью в жидкостях и системах отбора проб

Использование блокчейна для совместного использования и монетизации телекоммуникационных активов

Преимущества промышленного Интернета в обработке на заказ

Экономия затрат на обработку титана благодаря спиральным решениям

