

Промышленное производство
Станок с ЧПУ

Fagor 8055/8055i программирует полные списки G-кодов / M-кодов. Фрезерный станок Fagor 8055 M Программирование Fagor 8055/8055i M G-кодов / полных списков M-кодов. G-коды G-коды Описание G00 Ускоренный ход G01 Линейная интерполяция G02 Круговая (винтовая) интерполяция по часовой стрелке G03 К
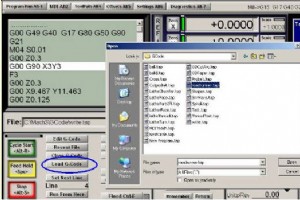
В этом руководстве описывается, как оператор станков с ЧПУ может загрузить программу обработки деталей с G-кодом (написанную вручную или сгенерированную с помощью программного обеспечения CAD/CAM) в ЧПУ Mach3. Нажмите Загрузить GCode. кнопка. Появится диалоговое окно открытия файла Windows. Выберит

Полный список G-кодов / M-кодов для программирования Fagor 8037M Milling и 8037T Lathe. Список кодов Fagor 8037M G/M Fagor 8037M программирует полные списки G-кодов / M-кодов. G-коды G-коды Описание G00 Ускоренный ход G01 Линейная интерполяция G02 Круговая (винтовая) интерполяция по часовой ст

Полный список G-кодов / M-кодов для программирования Fagor 8065M Milling и 8065T Lathe. Список кодов Fagor 8065M G/M Fagor 8065M программирует полные списки G-кодов / M-кодов. G-коды G-коды Описание G00 Ускоренный ход. G01 Линейная интерполяция. G02 Круговая (винтовая) интерполяция по часовой

Fagor 101 / 101S / 102 / 102S программирование G-кодов / M-кодов, полные списки. Фагор 101/102 Введение ЧПУ FAGOR 101/102 может быть интегрировано в электрический шкаф станка и объединяет в одном блоке все самые мощные и простые рабочие характеристики 1- или 2-осевого ЧПУ.ЧПУ FAGOR 101/102 отлича
Это полный макрос Fanuc, который работает так же, как цикл сверления Fanuc G81. Изображение:directindustry.com Модальный вызов G66 После запуска Fanuc G66 для указания модального вызова макрос вызывается после выполнения блока, определяющего перемещение по осям. Это продолжается до тех пор, пока

Fagor 800M 800T программирует полные списки G-кодов / M-кодов. G-коды Fagor 800M M-коды Fagor 800M программирует полные списки G-кодов / M-кодов. G-коды G-коды Описание G00 Быстрое позиционирование G01 Линейная интерполяция G02 Круговая интерполяция по часовой стрелке G03 Круговая интерпол

Fagor Mill 8025/8030 Models M MG MS GP и Fagor Lathe 8025/8030 Models T TG TS программирование G-кодов / M-кодов полные списки. G-коды Fagor 8025/8030M M-коды Fagor 8025/8030, модели M MG MS GP, программирование G-кодов / M-кодов, полные списки. G-коды G-коды Описание G00 Позиционирование G01

Полный список аварийных сигналов числового контроллера D.Electron Z32 для программистов станков с ЧПУ Z32, наладчиков. СЕРЬЕЗНЫЕ СИСТЕМНЫЕ ОШИБКИ Если ОС Z32 обнаружит неисправность, она активирует состояние системной ошибки и остановит ЧПУ.Эту ситуацию можно распознать по следующему отображению в
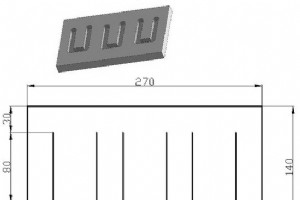
Автор:Машинист Рисунок/изображение Программа ЧПУ ;Main ProgramO777G91 G28 Z0M06 T01M03 S1200G90 G54 G43 H1G00 X30 Y110Z2M98 P030888 (call subprog O888 three times)G28 Z0M30;SubprogramO888G91G01 Z-9 F200Y-80X50Y80G00 Z9G00 X30M99
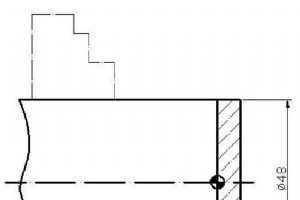
Отправить:программист ЧПУ Рисунок/изображение Программа ЧПУ O1234;T0101;M03 S1200;G00 X50 Z8;G94 X0 Z5 F0.1;Z3;Z1;G00 X100 Z100;M05;M30;
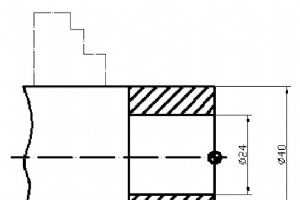
Отправить:Программист ЧПУ Рисунок/изображение Программа ЧПУ O1233T0101M03 S1200G00 X42 Z1G90 X38 Z-31 F0.1X34X30X26X24G00 X100 Z100M30

Полный список G-кодов ЧПУ Osai серии 10 для фрезерных и шлифовальных станков. G-коды для станков с ЧПУ Osai серии 10 — фрезерование и шлифовка G-код Описание G00 Быстрое позиционирование осей G01 Линейная интерполяция G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция п

Полный список кодов ЧПУ Osai серии 10 M для программистов станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ серии Osai 10. Коды Osai 10 Series CNC M М-код Описание M0 Остановка программы M1 Дополнительная остановка программы М2 Конец программы M3 Шпиндель по часовой стрелке M4 Шпинде

Аварийные сигналы ЧПУ и список кодов ошибок для станков с ЧПУ и элементов управления, чтобы помочь операторам, программистам и наладчикам станков с ЧПУ облегчить свою работу. Изображение:Action Machinery Co., Inc. Тревоги Fanuc Полный список кодов аварийных сигналов Fanuc.Аварийные сигналы Fanuc
Токарный цикл Fanuc G90 Токарный цикл Fanuc G90 используется для простой токарной обработки, однако возможны несколько проходов, если указать расположение дополнительных проходов по оси X. Называется по-разному, например, цикл резки внешнего диаметра/внутреннего диаметра Fanuc G90 или цикл прямой
Учебное пособие Fanuc 0-TC, объясняющее, как создать программу ЧПУ для ступенчатой токарной обработки с токарным циклом G90 Токарный цикл Fanuc G90 Объяснение цикла точения G90Точение конуса G90 Пример цикла Fanuc G90 N10 G50 S2000G96 S180 M3T0100G0 X60.0 Z5.0 T0101 M8G90 X50.0 Z-40.0 F0.25X45.

Сообщения об ошибках ЧПУ серии Osai 10 с описанием сообщений об ошибках и действиями по исправлению для программистов станков с ЧПУ, которые работают на станках с ЧПУ с элементами управления ЧПУ Osai. Сообщения об ошибках ЧПУ серии Osai 10 Описание сообщений об ошибках и действия по исправлению С

Список сигналов тревоги GSK 980 TD / GSK 980 TDb / GSK 980 TDc для программистов станков с ЧПУ, которые работают на токарных станках с ЧПУ с ЧПУ GSK 980td / 980tdb / 980tdc Тревога ЧПУ Номер сигнала тревоги Контент 000 Аварийный сигнал остановки и обрыв цепи ESP 001 Нет программ обработки дета

G-коды GSK983M S/V Сверлильно-фрезерная система с ЧПУ G-коды GSK983M G-код Функция G00 Позиционирование G01 Линейная интерполяция G02 Круговая интерполяция (CW) G03 Круговая интерполяция (CCW) G04 Задержка G05 Режим высокоскоростной непрерывной резки G07 Объединенное управление
Станок с ЧПУ

Производители больших и малых объемов - сладкое место для совместных роботов

Датчик расхода воздуха повышает производительность, снижает затраты
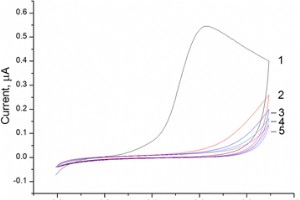
Повышение селективности амперометрического преобразователя с использованием наноразмерных пленок фенилен…

Каковы преимущества изготовления листового металла на заказ?

