Промышленное производство
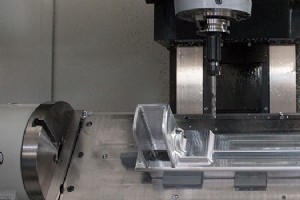
Станок с ЧПУ

G-коды NUM 1020/1040/1060M для станков с ЧПУ, работающих на станках с ЧПУ с ЧПУ NUM. NUM 1020/1040/1060M G-кодов G-код Описание G00 Высокоскоростная линейная интерполяция G01 Линейная интерполяция при запрограммированной скорости подачи G02 Круговая интерполяция по часовой стрелке с запрограмми

M-коды ЧПУ NUM 1020/1040/1060M для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ NUM. NUM 1020/1040/1060M M-кодов M-код Описание M00 Остановка программы M01 Дополнительная остановка M02 Конец программы M03 Вращение шпинделя по часовой стрелке M04 Вращение шпинделя против часовой стре

Okuma OSP-P300S/P300L Alarm-P list.Для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Okuma. Классификация сигналов тревоги Okuma Аварийные сигналы, связанные с OSP, подразделяются на пять типов, которые Тревога P (перечислена ниже) Будильник А Будильник Б Будильник C Тревога D ОШИБКА

Okuma OSP-P300S/P300L Alarm-A list.Для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Okuma. Классификация сигналов тревоги Okuma Аварийные сигналы, связанные с OSP, подразделяются на пять типов, которые Тревога P Тревога A (перечислена ниже) Будильник Б Будильник C Тревога D ОШИБКА Ни

Список M-кодов NUM 1020/1040/1060T для операторов станков с ЧПУ, работающих на токарных станках с ЧПУ с ЧПУ NUM 1020/1040/1060T. NUM 1020/1040/1060M M-кодов M-код Описание M00 Остановка программы M01 Дополнительная остановка M02 Конец программы M03 Вращение шпинделя по часовой стрелке M04 Вра

Bosch CC 100 M CNC control G code и M Code полный список для станков с ЧПУ, которые работают на фрезерном станке с ЧПУ с ЧПУ BOSCH CC 100 CNC. G-коды Bosch CC 100 M G-код Описание G0 Позиционирование в рапиде G1 Линейная интерполяция при запрограммированной скорости подачи G3 Круговая интерполя

Операторы ЧПУ, работающие на токарных/фрезерных станках с ЧПУ с ЧПУ BOSCH, могут бесплатно загрузить руководства по ЧПУ Bosch с веб-сайта Boschrexroth. Инструкции по ЧПУ Bosch Доступны руководства для следующих элементов управления Bosch, Бош СС 220 Бош СС 120 Bosch CC 100 (CC 100 M) Бош СС 10
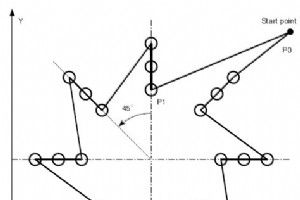
Вращательное копирование Fanuc G72.1 Используя G-код G72.1 Rotational Copy, фигура, заданная подпрограммой, может быть повторно создана с помощью Rotational движение. Программирование G72.1 P... L... X... Y... R... Параметры Параметр Описание П Номер подпрограммы Л Количество повторений операции
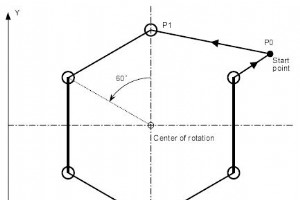
Fanuc G72.1 Пример программирования вращательного копирования, G-код G72.1 используется для многократного создания фигуры с вращательным движением. Вращательное копирование Fanuc G72.1 Используя G-код G72.1 с вращательным копированием, фигура, заданная подпрограммой, может быть повторно создана с п
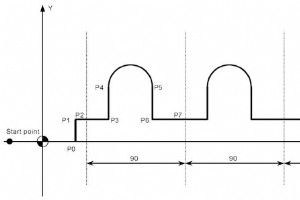
Линейное копирование Fanuc G72.2 Используя G-код линейного копирования G72.2, фигура, заданная подпрограммой, может быть повторно создана с помощью Линейного движение. Программирование G72.2 P... L... I... J... Параметры Параметр Описание П Номер подпрограммы Л Количество повторений операции Я Сд
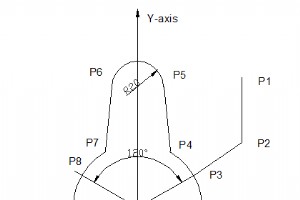
В этом примере программы ЧПУ показано, как функции копирования фигур G72.1 и G72.2 могут вызывать друг друга в одной программе обработки деталей. Внимательно прочитайте примечания по программированию ниже . Программирование Вращательное копирование Fanuc G72.1 Используя G-код G72.1 с вращательным к

Okuma OSP-P300S/P300L Alarm-B list.Для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Okuma. Классификация сигналов тревоги Okuma Аварийные сигналы, связанные с OSP, подразделяются на пять типов, которые Тревога P Будильник А Тревога B (перечислена ниже) Будильник C Тревога D ОШИБКА Ни

Программа остановки Haas M00 Код M00 используется для остановки программы. Haas M00 останавливает оси шпиндель отключает подачу СОЖ (включая СОЖ через шпиндель) Следующий блок (блок после M00) будет выделен при просмотре в редакторе программы. Нажатие Cycle Start продолжит работу программы с в

Дополнительная остановка программы Haas M01 M01 работает так же, как M00, за исключением того, что должна быть включена функция дополнительного останова. Данные M-кода Модальный/немодальный Фрезерный/токарный станок Модальный Оба Программирование 15 Рабочее видео Haas M00 Связанные настро
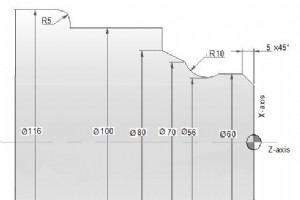
Простой для понимания пример программирования токарного станка с ЧПУ/токарного станка с ЧПУ для станков с ЧПУ, которые работают на токарных центрах с ЧПУ/токарных станках с ЧПУ. Пример программирования токарного центра с ЧПУ 06

Список M-кодов Doosan серии MX для машинистов/программистов с ЧПУ. Приведены М-коды как для верхнего, так и для нижнего блока. ЧПУ Doosan серии MX Этот список M-кодов подходит для следующих станков с ЧПУ,серия Doosan PUMA MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S
Список M-кодов серии Doosan TT для машинистов/программистов с ЧПУ. Приведены М-коды как для верхнего, так и для нижнего блока. ЧПУ серии Doosan TT Этот список M-кодов подходит для следующих станков с ЧПУ,серия Doosan PUMA TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Список M-кодов Doosan серии

Список аварийных сигналов для обрабатывающих центров/токарных станков с ЧПУ Doosan серии MX. ЧПУ Doosan серии MX Аварийные сигналы работают для следующих станков с ЧПУ,серия Doosan PUMA MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S Список аварийных сигналов Doosan

Список аварийных сигналов для обрабатывающих центров/токарных станков с ЧПУ Doosan серии TT. ЧПУ серии Doosan TT Сигналы тревоги работают для следующих станков с ЧПУсерии Doosan PUMA TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Список аварийных сигналов Doosan серии TT Будильник Сообщение 2001
Часть значения коррекции инструмента, используемая для компенсации износа инструмента.
Станок с ЧПУ