


Микробурение:невероятное (и невероятно разочаровывающее) приключение
Так что микросверление никогда не было моей сильной стороной. Я много сверлил, но никогда ничего меньше 1/64 th или так. Что ж, друзья, если вы тоже были частью этого клуба, тогда существует целый другой мир бурения, которого вы никогда не испытывали, и там происходят довольно удивительные вещи. Некоторые из недавних исследований в области микросверления, которые я провел, открыли мне глаза, а проект, над которым я сейчас работаю, был одним из самых сложных в моей карьере — все для сверления отверстий размером чуть больше человеческого волоса. Мы обсудим многие вещи, на которые следует обратить внимание, и некоторые основные параметры, чтобы начать некоторые из ваших собственных исследовательских проектов.
Как и все остальное в мире машиностроения, цифры не лгут. Применяются многие из тех же формул. Однако места для ошибки НАМНОГО меньше. Все, от длины флейты до геометрии кончика сверла, должно быть тщательно изучено, а при микросверлении нет простого ответа ни на что. Производители инструментов будут вашим лучшим источником параметров для начала, поскольку они являются экспертами в своих собственных инструментах. Я не продавец инструментов, поэтому я не собираюсь продвигать один бренд перед другим. Это, друзья, должно быть частью вашего исследования.
Шаг 1 в Микросверлении – исследование материала
Это подводит меня к первому шагу вашего приключения по микробурению. Исследовать. Вам нужно знать свою машину, вам нужно знать свой материал, вам нужно знать свою охлаждающую жидкость и систему охлаждения, и вам нужно знать свои инструменты. Когда я говорю, что вам нужно «знать», я не имею в виду базовые знания. Исследуйте это, станьте как можно большим экспертом во всем, что вы делаете, прежде чем даже подумать о резке металла. Когда дело доходит до микросверления в целом, существует множество исследований, и многие из них предоставляют противоречивую или запутанную информацию. Вооружитесь знаниями, чтобы бороться с этим, и все будет в порядке. Исследуйте различные охлаждающие жидкости, исследуйте различные сверла. У поставщиков сверл и охлаждающей жидкости должны быть люди, с которыми вы можете поговорить по телефону для получения дополнительной информации, особенно конкретной информации о вашем материале.
В настоящее время я сверлю отверстия диаметром 0,008 дюйма в нержавеющей стали 15-5 PH. Первое, что я сделал, это узнал как можно больше о 15-5 нержавейке. Это интересный материал, потому что он считается нержавеющей сталью, но действует как сталь для штампов. Потому что я знал, что перед тем, как приступить к своим исследованиям, я мог ориентироваться в таблицах производителей инструментов, переходить сразу к нержавеющей стали и брать параметры из раздела штамповой стали. Я избежал многих головных болей, потому что параметры были совсем другие – гораздо медленнее скорость вращения шпинделя для нержавейки. Я хочу сказать, что материальные знания являются ключевыми. Знайте это в первую очередь.
Шаг 2 в микросверлении — знакомство с охлаждающей жидкостью

Второй шаг, после того как вы сделаете домашнее задание и выясните особенности материала, с которым вы работаете, охлаждающую жидкость, которую вы собираетесь использовать, и сузите список до двух или трех производителей сверл, — это просмотр вашей программы. Прежде всего, когда вы программируете операцию микросверления, это сам цикл сверления. Существует разная информация о наиболее успешных стратегиях, но все согласны с тем, что это должен быть цикл клевания. Цикл ломки стружки (когда сверло не полностью выдвигается из отверстия, а только настолько, чтобы сломать стружку), как правило, неэффективен, поскольку оставляет стружку в отверстии. На стандартном сверле канавка уносит эту стружку вверх и из отверстия. Технически, микросверла будут делать то же самое, за исключением того, что вы действительно этого не хотите. Такие маленькие сверла (0,008 дюйма в моем случае) НЕ любят повторную нарезку стружки и в конечном итоге из-за этого ломаются. Я выбираю стратегию полного отвода при каждом шаге, и хотя это может занять немного больше времени, это лучший способ обеспечить максимально долгий срок службы вашего сверла. Есть станочники (и производители инструментов), которые предлагают стратегию «стружкодробления, стружколомания, полной зачистки», которая будет быстрее, но я бы применил ее только к верхнему пределу шкалы «микросверления». Эта шкала, кстати, является еще одним спорным моментом. Микропросверленным отверстием обычно считается любое отверстие размером менее 0,1 дюйма, но всегда найдутся несогласные. Называйте его как хотите, он маленький. В любом случае, снова на ходу. Стратегия очень важна. Вы хотите убедиться, что инструмент очищает отверстие с достаточным расстоянием и временем, чтобы очистить стружку и получить немного охлаждающей жидкости.
Оптимальная охлаждающая жидкость для микросверления

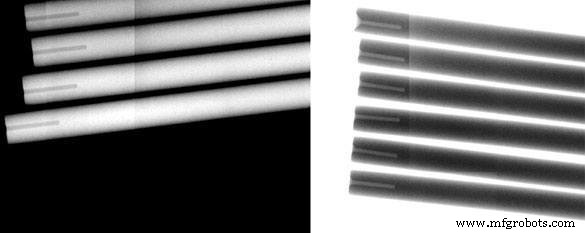
При микросверлении СОЖ является ключевым фактором. Здесь распыляемый туман (минимальное количество охлаждающей жидкости) распыляется на микродрель (показано в сравнении с кончиком карандаша). Да, мы просверлили кончик карандаша… потому что можем!
охлаждающая жидкость. Это интересный термин — правдивый, так как он на самом деле охлаждает инструмент или, по крайней мере, действует как средство передачи тепла. Однако при микросверлении более важным аспектом является смазка. Водорастворимые охлаждающие жидкости делают очень забавную вещь, которую большинство людей не осознают, когда сверлят. Когда дно вашего отверстия заполняется охлаждающей жидкостью и инструмент входит в отверстие, он фактически оказывается под давлением. В нормальных условиях это не проблема, но с такими хрупкими микросверлами этого может быть достаточно, чтобы перегрузить инструмент. Я использую систему туманообразования для своей работы вместе с жидким маслом, которое хорошо течет. Что происходит, так это то, что масло скапливается на верхней части детали, поэтому независимо от того, что сверло проходит через охлаждающую жидкость и смазку, прежде чем соприкоснуться с деталью. Единственная проблема, которую это представляет, это чипы. Когда вы проделываете отверстия, вы замечаете, что вокруг готовых отверстий образуются стружки. За счет того, что масло не течет как заливной ОЖ, оно не уносит стружку. В настоящее время я пытаюсь решить эту проблему, но опять же, это очень трудоемкий процесс, требующий большого терпения… и разочарования. С тобой все будет хорошо. Запланируйте сломать несколько упражнений и запланируйте попробовать разные вещи. Только не планируйте сверлить сотню отверстий за десять минут. Микросверление не является и не должно рассматриваться как операция высокоскоростной обработки. Это требует осторожности и точности.
Оптимальные инструменты для микросверления

Наконец, я собираюсь немного рассказать о реальных инструментах. Есть много инструментальных компаний, которые предоставляют микросверла. В ходе вашего исследования вы обнаружите, что многие из них имеют очень конкретную информацию о геометрии, которую они используют для своих фрез, и покрытиях, а также обо всех других прибамбасах, которые вы только можете себе представить. Сделайте себе одолжение и обратите внимание. Что-то из этого может показаться пустяком, что, возможно, так и есть, но что-то очень важно. Если вы читали другие мои блоги, то знаете, что иногда, казалось бы, мелочи решают все. Так обстоит дело здесь. Эти инструменты должны быть точно заточены и невероятно острыми. Как и в случае с большинством аспектов микросверления, существуют разные мнения по поводу материала инструмента – карбида или быстрорежущей стали. В то время как карбид обеспечивает лучшую жесткость и более долгий срок службы режущей кромки, быстрорежущая сталь обеспечивает большую гибкость. Твердый сплав хрупок и сломается, как только затупится — быстрорежущая сталь более щадящая и более дешевая. Все упирается в материал заготовки. Это еще одна ситуация, когда я передаю это настоящим экспертам — тем, кто делает инструменты. Последний совет по поводу инструментов:не экономьте. . Если вы проведете исследование и обнаружите, что можете достичь своих целей с помощью упражнения за 15 долларов, это фантастика. Просто не отказывайтесь от дрели только потому, что она стоит 75 долларов. Главное в игре — ценность, и обязательно объясните своему финансовому отделу, что лучшая ценность не означает самую дешевую дрель. Если «Сверло А» стоит 15 долларов США и позволяет просверлить 100 отверстий, а «Сверло Б» стоит 75 долларов США, но позволяет просверлить 1 000 отверстий, то лучшим вариантом будет сверло Б, даже если оно будет стоить в пять раз дороже.
Я бы дал вам представление о некоторых параметрах, которые я использую, но это, по сути, противоречит цели моего поста. Проведите исследование, найдите свои цифры и работайте с ними. Я был очень впечатлен успехом базовых параметров, которые я получил от инструментальных компаний, поэтому всегда помните — доверяйте цифрам.
Станок с ЧПУ
- congatec запускает 100-ваттную экосистему для встроенных периферийных и микросерверов
- Что такое сверление? - определение, процесс и советы
- Что такое сверлильный станок? определение, типы буровых машин и операций
- Аэрокосмическая промышленность в центре внимания:сверление и фрезерование углепластиковых композитов
- Распространенные причины аварий и катастроф на буровых установках
- О сверлильных и нарезных станках
- Общие характеристики и преимущества фрезерных и сверлильных станков
- Разница между сверлением, растачиванием и развертыванием
- Сверлильный станок с механической и ручной подачей
- Лазерное травление и лазерная гравировка