


Пояснение круговой интерполяции фрезерного станка с ЧПУ HAAS с примером
Объяснение программирования круговой интерполяции для фрезерных станков с ЧПУ Haas с примерами программ ЧПУ, эти примеры показывают, как IJK или R могут быть заданы в программе ЧПУ при программировании круговой интерполяции с G-кодами G02 G03.
Круговая интерполяция Haas
Зачем использовать IJK, если программировать на R проще?
R легче определить, но легче ошибиться и получить неправильный радиус. Если используется R, и вы ошиблись с начальной или конечной точкой, а машина все еще может сделать радиус и делает это, то у вас будет неправильный радиус.
Если вы сделаете ошибку с методом I, J , K, машина, скорее всего, остановится и подаст вам сигнал тревоги перед ее выполнением.
Хотя использование R в G02 или G03 все же проще и предпочтительнее для ручного программирования дуги.
Что такое R
R — расстояние от начальной точки до центра круга.
Что такое IJK
«I» =приращение расстояния от начальной точки до центра дуги по «оси X».
«J» =приращение расстояния от начальной точки до центра дуги по «оси Y».
«K» =Инкрементальное расстояние от начальной точки до центра дуги по «оси Z».
Когда использовать отрицательную R
При положительном значении R элемент управления будет генерировать круговой путь в 180 градусов или меньше, но для создания кругового пути более 180 градусов укажите отрицательное значение R. При использовании R полная дуга в 360 градусов невозможна. X, Y или Z необходимы для указания конечной точки, отличной от начальной. Таким образом, все, что находится под дугой 360 градусов, можно выполнить с помощью команды R в G02 или G03.
Как вырезать дугу 360 градусов или полный круг
Использование I, J или K – единственный способ вырезать полную дугу в 360 градусов; в этом случае начальная точка совпадает с конечной точкой, и X, Y или Z не требуются. Чтобы вырезать полный круг в 360 градусов (360 °), вам не нужно указывать конечную точку X, Y или Z; просто запрограммируйте I, J или K, чтобы определить центр круга.
Пример программы
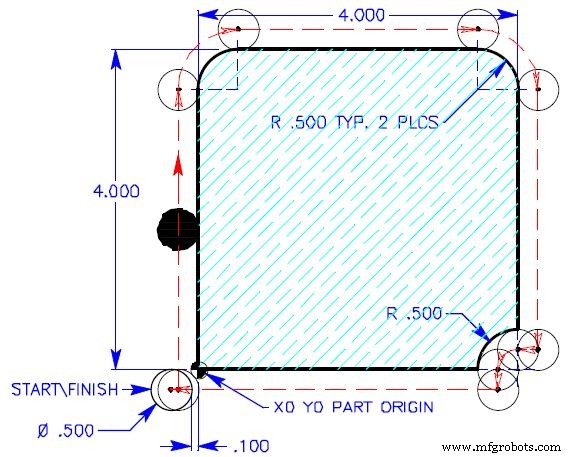
ПРИМЕЧАНИЕ: Пример круговых перемещений не использует компенсацию фрезы, поэтому круговые движения определяются от центра фрезы по дуге.
G02 G03 с R
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 R0.75 G01 X3.5 G02 X4.25 Y3.5 R0.75 G01 Y0.25 X4. G03 X3.75 Y0. R0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
G02 G03 с IJK
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 I0.75 J0. G01 X3.5 G02 X4.25 Y3.5 I0. J-0.75 G01 Y0.25 X4. G03 X3.75 Y0. I0. J-0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
Станок с ЧПУ
- Фрезерование - краткое руководство
- Как использовать фрезерный станок с ЧПУ?
- Руководство по безопасности фрезерных станков с ЧПУ
- Пистолетная гравировка на фрезерном станке с ЧПУ – рассмотрены 3 варианта маркировки
- Фрезерный станок с ЧПУ и фрезерный станок с ЧПУ
- Различия между фрезерным станком с ЧПУ и ручным фрезерным станком
- Фрезерно-токарная обработка с ЧПУ, время - деньги
- Пример программы ЧПУ G03 Круговая интерполяция
- Вызов локальной подпрограммы ЧПУ Haas M97 с примером программы ЧПУ
- Основы программирования ЧПУ – учебные пособия с примерами программного кода