


Пример 1 программирования круговой интерполяции
Этот пример программирования круговой интерполяции покажет вам, что такое круговая интерполяция и как ее программировать.
Прежде чем приступить к выполнению этого упражнения, вы должны сначала прочитать Концепции и программирование круговой интерполяции. статьи (перечислены ниже). После прочтения статей вам будет удобно понять этот пример как очень простую и базовую работу.
Концепции круговой интерполяции и статьи о программировании
- Концепции круговой интерполяции и программирование, часть 1 (Концепции)
- Концепции круговой интерполяции и программирование, часть 2 (использование R)
- Концепции круговой интерполяции и программирование, часть 3 (Использование I J K)
- Концепции круговой интерполяции и программирование, часть 4 (неизвестный R)
- Концепции круговой интерполяции и программирование, часть 5 (примеры)
- Концепции круговой интерполяции и программирование, часть 6 (использование и упражнения)
Пример 1 программирования круговой интерполяции (использование R)
Пример программирования круговой интерполяции
98
Готовая часть
После завершения процесса обработки ваша работа будет выглядеть следующим образом.
Обработанный компонент
Объяснение программы ЧПУ
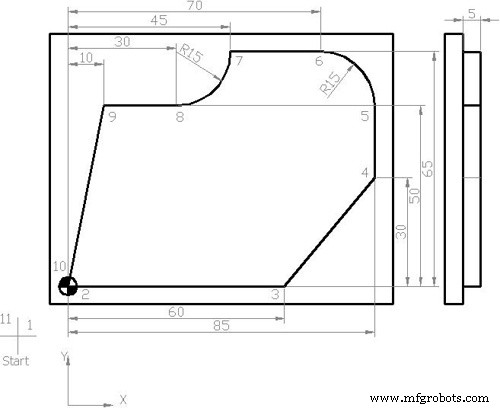
В этом блоке программы ЧПУ нет. N35–N50 (точки 2–3, 3–4, 4–5) находятся в прямолинейном движении (линейная интерполяция), и для этого у нас есть G-код ЧПУ G01 (линейная интерполяция),
Точки 5-6 невозможны с кодом G01, потому что инструмент движется не прямо, инструмент движется по кругу, для этой цели у станков с ЧПУ есть коды круговой интерполяции G02/G03.
Перед использованием G02/G03 G-код cnc машинисты должны знать точные значения
(1) конечной точки
(2) радиуса между начальной и конечной точками.
Таким образом, требуемые значения в точке 6
(1) X=70, Y=65 (конечная точка)
(2) R=15 (радиус).
После получения этой информации мы можем написать код блока программы ЧПУ для точки с 5 по 6.
Первое круговое движение G02-G03, второе – конечная точка X, значения Y и третье – R (радиус), таким образом мы можем достичь требуемых результатов.
Точки 6-7 снова линейные, а точки 7-8 - круговое движение, поэтому сделайте то же самое, что указано выше, но перед написанием кода проверьте направление движения, по часовой стрелке или против часовой стрелки, и это движение по часовой стрелке, поэтому используйте код G02.
После этого другие точки являются линейными движениями.
Системная программа добавочного измерения
Вот та же программа ЧПУ, но с инкрементной системой простановки размеров G91.
105Объяснение G-кода/M-кода ЧПУ/S, F, D
G00 :Ускоренный подвод.
G54 :Смещение нулевой точки №. 1.
G64 :Режим непрерывной траектории.
G90 :Абсолютная система размеров.
G17 :Выбор плана X-Y.
G42 :Активация компенсации радиуса фрезы (правостороннее движение)
G40 :Компенсация радиуса фрезы деактивирована
G02 :Круговая интерполяция по часовой стрелке
G03 :Круговая интерполяция против часовой стрелки (против часовой стрелки)
S :Скорость шпинделя
F :Ось подача движения
M :Движение фрезы (3=по часовой стрелке, 4=против часовой стрелки)
D :Инструмент №
M08 :СОЖ включен
M09 :СОЖ выключен
M30 :Конец основной программы
Сверление двухэтапного блока с циклом сверления G81 Пример программы цикла обработки торца Haas G72 тип I для черновой обработки и G70 для чистовой обработки – совмест…
Станок с ЧПУ
- Пример программирования станка с ЧПУ
- Программирование ЧПУ для начинающих, пример программирования ЧПУ
- Пример программирования токарного станка с ЧПУ
- Пример программирования токарного станка с ЧПУ Fanuc
- Пример программирования ЧПУ Код G G02 Круговая интерполяция по часовой стрелке
- Пример программы ЧПУ G03 Круговая интерполяция
- G02 G03 Пример программы циклической интерполяции кода G
- Пример программирования обрабатывающего центра с ЧПУ
- Коды программирования ЧПУ DIN 66025
- Пример программирования проволочного электроэрозионного станка