


Пример программы цикла обработки торца Haas G72 тип I для черновой обработки и G70 для чистовой обработки – совместим с Fanuc
Пример программирования токарного станка Haas, иллюстрирующий использование и программирование цикла черновой торцевой обработки Haas G72 типа I/цикла чистовой обработки G70.
Вышеприведенный код также будет работать на токарных станках с ЧПУ с ЧПУ Fanuc с небольшими изменениями или без изменений.
Все G-коды / M-коды, которые используются в этом примере программирования токарного станка Haas, приведены ниже с описанием.
Пример программы цикла чистовой торцовки Haas G72, тип I, черновая G70
Пример программы Haas G72 Type I для черновой обработки и G70 для чистовой торцовки
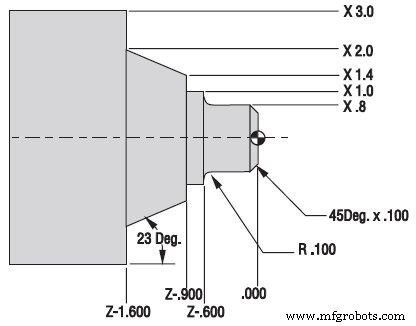
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
G-коды
G00 Ускоренное перемещение.
G01 Движение с линейной интерполяцией.
G03 Круговая интерполяция – против часовой стрелки.
G41 Компенсация на вершину инструмента СЛЕВА от запрограммированной траектории.
G40 Компенсация на вершину инструмента ОТМЕНА.
/>G50 Предел максимального числа оборотов шпинделя.
G53 Смещение координат нулевой точки станка.
G54 Координата позиционирования рабочего смещения #1 (настройка 56)
G72 Цикл удаления припуска торцевой поверхности.
G70 Чистовой цикл.
G96 Постоянная скорость резания Вкл.
G97 Постоянная скорость резания Отмена.
М-коды
M01 Дополнительный останов программы.
M03 Запускает шпиндель ВПЕРЕД.
M30 Конец программы и возврат к началу программы.
Станок с ЧПУ
- Пример программы станка для обработки канавок Fanuc G75
- ЧПУ Fanuc G73 Цикл повторения шаблона Пример программы ЧПУ
- Пример программирования ЧПУ с циклом чернового точения Fanuc G71 и G70
- ЧПУ Fanuc G72 Постоянный цикл облицовки
- Пример программы ЧПУ Fanuc
- Пример программы цикла черновой и чистовой токарной обработки Fanuc G70 G71
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Пример программы Haas G71
- Пример программы цикла сверления ЧПУ G81
- G72 Однострочный формат цикла облицовки для Fanuc 10T 11T 15T