


Цикл прямоугольного профиля Anilam G172
Цикл прямоугольного профиля Anilam G172
Anilam G172 Rectangular Profile Cycle очищает внутренний или внешний профиль прямоугольника.
Программирование
84
Параметры
| Параметр | Описание |
|---|---|
| Х | Координата X центра. Если координаты не введены, ЧПУ центрирует карман в его текущем положении. |
| Д | Координата Y центра. Если координаты не введены, ЧПУ центрирует карман в его текущем положении. |
| Н | Абсолютное положение Z перед началом фрезерования кармана. Это должно быть 0,1 дюйма (или 2 мм) над поверхностью. |
| М | Конечная длина прямоугольника. Требуется. |
| В | Готовая ширина прямоугольника. Требуется. |
| Я | Абсолютная глубина готового профиля. Требуется значение. |
| А | 0 =внутри 1 =снаружи |
| Р | Радиус линейного перемещения. Требуется. |
| У | Настройка радиуса угла. Если программист вводит отрицательное значение, направление резки, начальная и конечная точки меняются местами. Необязательно. |
| Б | Максимальное приращение по оси Z, используемое для каждого прохода. Необязательно. |
| С | Количество припуска, оставшегося на станке до финишного прохода. По умолчанию:0. Если программист вводит отрицательное значение, ЧПУ оставит припуск без выполнения чистового прохода. Необязательно. |
| Я | Скорость подачи по оси Z. Необязательно. |
| J | Скорость подачи чернового прохода. Необязательно. |
| К | Скорость подачи чистового прохода. Необязательно. |
| П | Убрать высоту |
Операция
При запуске ЧПУ ускоряется до начальной позиции врезания №1, ускоряется до H (Z StartHgt), а затем подается на глубину первого прохода.
Машина вводит профиль по наклону № 1, вырезает прямоугольник до заданных M (длины) и W (ширины), а затем отклоняется от заготовки по наклону № 2.
При резке внутреннего профиля в графическом меню отображаются наклонные перемещения.
При резке внешнего профиля инструмент входит в профиль по уклону №1 и от профиля по наклону №2, как показано на рис.
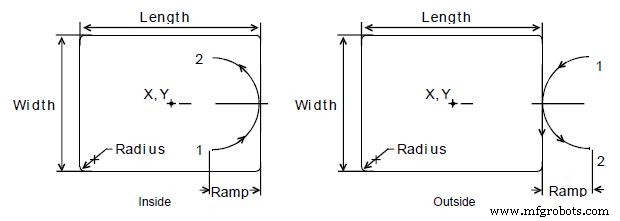
Внутренние и внешние перемещения рампы профиля
Цикл прямоугольного профиля автоматически компенсирует диаметр инструмента. Активируйте правильный диаметр инструмента перед блоком G172.
Примечания
Когда вы вводите значение, ЧПУ выполняет количество проходов, необходимых для перехода от H (Z Start HGT) к Z (Z Depth), вырезая B (Z Max.cut) на каждом проходе.
Когда вы вводите значение S (чистовой припуск), ЧПУ оставляет указанный припуск на профиле и глубине для чистового прохода. ЧПУ обрезает прямоугольник по размерам M (длина), W (ширина) и Z (глубина Z) на чистовом проходе. Введите отрицательное значение S (финишный припуск), чтобы оставить чистовой припуск без чистового прохода.
Когда вы не вводите J (грубая подача) или K (чистовая подача), ЧПУ выполняет перемещение подачи с текущей скоростью подачи. J (RoughFeed) управляет скоростью подачи цикла черновой обработки. K (финишная подача) управляет скоростью подачи чистового цикла
Станок с ЧПУ
- Время цикла по сравнению с качеством поверхности
- Расчет времени цикла обработки с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Цикл обработки канавок на ЧПУ Fanuc G75
- Список G-кодов Fanuc
- Пример программы цикла черновой и чистовой токарной обработки Fanuc G70 G71
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Цикл токарной обработки G90
- Пример программы Haas G71
- Нарезание конусной резьбы с циклом нарезания резьбы G92