


Цикл кругового профиля Anilam G171
Цикл кругового профиля G171
Anilam G171 Circular Profile Cycle очищает внутренний или внешний профиль существующей окружности.
Программирование
94
Параметры
| Параметр | Описание |
|---|---|
| Х | Координата X центра. По умолчанию:текущее положение. Необязательно. |
| Д | Координата Y центра. По умолчанию:текущее положение. Необязательно. |
| Н | Z абсолютная начальная (быстрая) высота (должна быть на 0,1 дюйма или 2 мм выше поверхности, которую необходимо разрезать). Исполняется в рапид. Требуется. |
| Д | Конечный диаметр круга. Если вы введете отрицательное значение, направление резки, а также начальная и конечная точки меняются местами. Требуется. |
| Я | Абсолютная глубина готового профиля. Требуется. |
| А | Настройка для резки внутри профиля (In) или снаружи (Out). Требуется подбор. 0=вход, 1=выход. |
| Р | Расстояние рампы, используемое для каждого прохода. Необязательно. |
| Б | Приращение по оси Z, используемое для каждого прохода. Необязательно. |
| С | Количество припуска, оставшегося на станке до финишного прохода. По умолчанию:0. Введите отрицательное значение, чтобы оставить припуск без чистового прохода. Необязательно. |
| Я | Скорость подачи по оси Z. Необязательно. |
| J | Скорость подачи чернового прохода. Необязательно. |
| К | Скорость подачи чистового прохода. Необязательно. |
| П | Убрать высоту. |
Операция
При выполнении ЧПУ быстро переходит в исходное положение врезания №1, в положение H (StartHgt), затем подает на глубину первого прохода.
Станок вводит профиль по врезанию №1, вырезает круг до указанный D (диаметр) затем отклоняется от заготовки по наклону № 2.
При резке внешнего профиля инструмент врезается в заготовку по наклону № 1 и удаляется от заготовки по наклону № 2, как показано на рисунке 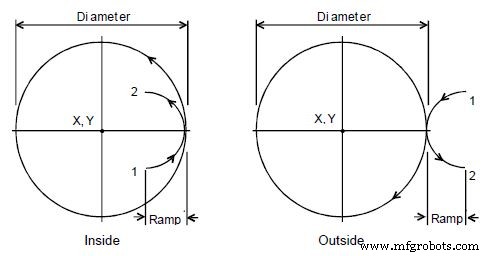
Положение рампы для внутреннего и внешнего профиля
Цикл кругового профиля автоматически компенсирует диаметр инструмента. Активируйте правильный диаметр инструмента перед блоком G171.
Примечания
Если вы введете Глубина резания =B (Z Max.cut), ЧПУ выполнит количество проходов, необходимое для перехода от H (Z Start Hgt.) к Z (Z Глубина), резка до Глубины резания =B (Z Max.cut) на каждом проходе.
Когда вы вводите значение S (чистовой припуск), ЧПУ оставляет указанный припуск на профиле и глубине для чистового прохода. ЧПУ выполняет чистовую обработку до введенного диаметра на чистовом проходе. Введите отрицательное значение S (финишный припуск), чтобы оставить чистовой припуск без чистового прохода.
Если вы не введете значение J (грубая подача) или K (финишная подача), ЧПУ выполняет перемещение подачи с текущей скоростью подачи. J управляет скоростью подачи цикла черновой обработки. K управляет скоростью подачи чистового цикла.
Станок с ЧПУ
- Время цикла по сравнению с качеством поверхности
- Расчет времени цикла обработки с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Цикл обработки канавок на ЧПУ Fanuc G75
- Список G-кодов Fanuc
- Пример программы цикла черновой и чистовой токарной обработки Fanuc G70 G71
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Цикл токарной обработки G90
- Пример программы Haas G71
- Нарезание конусной резьбы с циклом нарезания резьбы G92