Есть несколько простых шагов, которые вы можете предпринять, чтобы оптимизировать свои конструкции для обработки с числовым программным управлением (ЧПУ). Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может оказаться непростой задачей, так как общеотраслевых стандартов не существует.
В этой статье мы предлагаем исчерпывающее руководство по передовым методам проектирования для обработки с ЧПУ. Чтобы собрать эту обширную актуальную информацию, мы запросили отзывы у отраслевых экспертов и поставщиков услуг по обработке с ЧПУ. Если вы хотите оптимизировать затраты, ознакомьтесь с этим руководством по разработке экономичных деталей для станков с ЧПУ.
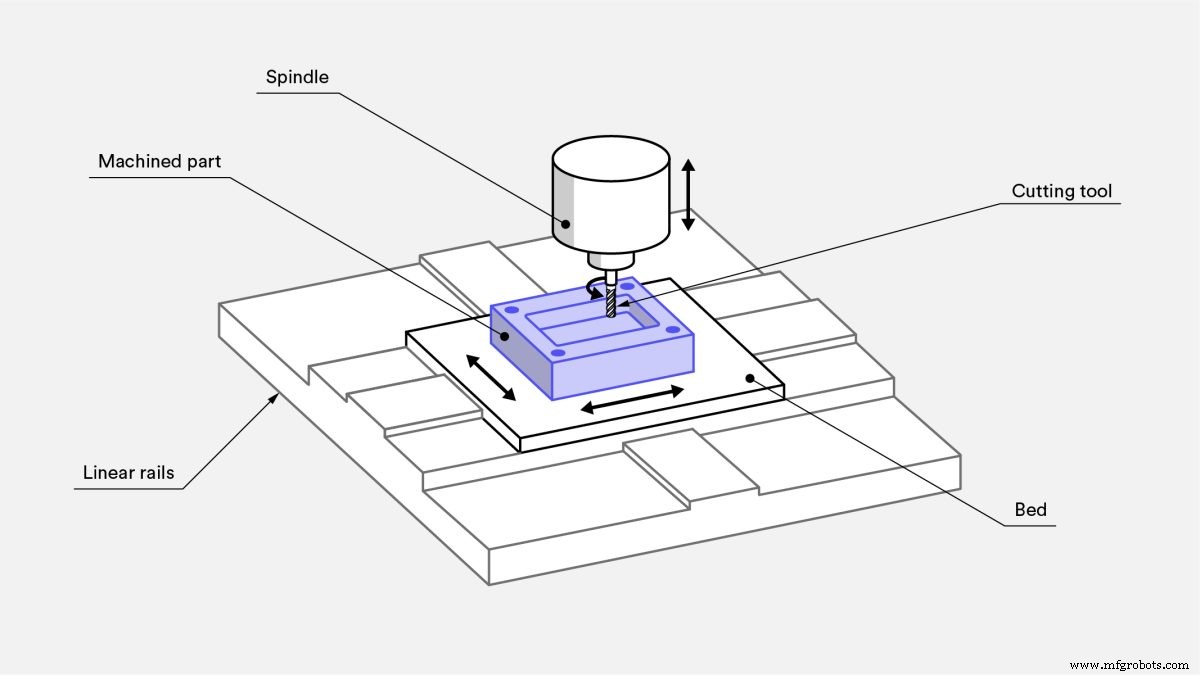
Обработка с ЧПУ — это субтрактивная технология производства. В ЧПУ материал удаляется из твердого блока с помощью различных режущих инструментов, которые вращаются с высокой скоростью — тысячи оборотов в минуту — для производства детали на основе модели САПР. И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
Детали, обработанные на станках с ЧПУ, имеют высокую точность размеров и жесткие допуски. ЧПУ подходит как для крупносерийного производства, так и для разовых работ. Фактически, обработка с ЧПУ в настоящее время является наиболее экономичным способом производства металлических прототипов, даже по сравнению с 3D-печатью . .
ЧПУ предлагает большую гибкость дизайна, но есть несколько ограничений. Эти ограничения относятся к базовой механике процесса резки и в основном касаются геометрии инструмента и доступа к нему.
Наиболее распространенные режущие инструменты с ЧПУ (концевые фрезы и сверла) имеют цилиндрическую форму и ограниченную длину резания.
Когда материал удаляется с заготовки, геометрия инструмента переносится на обрабатываемую деталь. Это означает, например, что внутренние углы детали с ЧПУ всегда имеют радиус, независимо от того, насколько маленький режущий инструмент использовался.
Для удаления материала режущий инструмент приближается к заготовке непосредственно сверху. Элементы, к которым нет доступа таким образом, не могут быть обработаны на станках с ЧПУ.
Из этого правила есть исключение:подрезы. В конце этой статьи есть раздел о подрезах.
Хорошей практикой проектирования является выравнивание всех элементов вашей модели (отверстий, полостей, вертикальных стенок и т. д.) по одному из шести основных направлений. Однако рассматривайте это правило как рекомендацию, а не ограничение, как 5-осевые системы ЧПУ предлагают расширенные возможности удержания заготовок.
Доступ к инструменту также является проблемой при обработке элементов с большим отношением глубины к ширине. Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию машины и снижает достижимую точность.
Производство упростится, если вы спроектируете детали, которые можно обрабатывать на станках с ЧПУ с помощью инструмента максимально возможного диаметра и минимально возможной длины.
Проблема, которая часто возникает при разработке детали для станков с ЧПУ, заключается в том, что не существует общеотраслевых стандартов. Производители станков и инструментов с ЧПУ постоянно совершенствуют возможности технологии, расширяя границы возможного. В таблице ниже приведены рекомендуемые и допустимые значения для наиболее распространенных функций, встречающихся в деталях, обработанных на станках с ЧПУ.
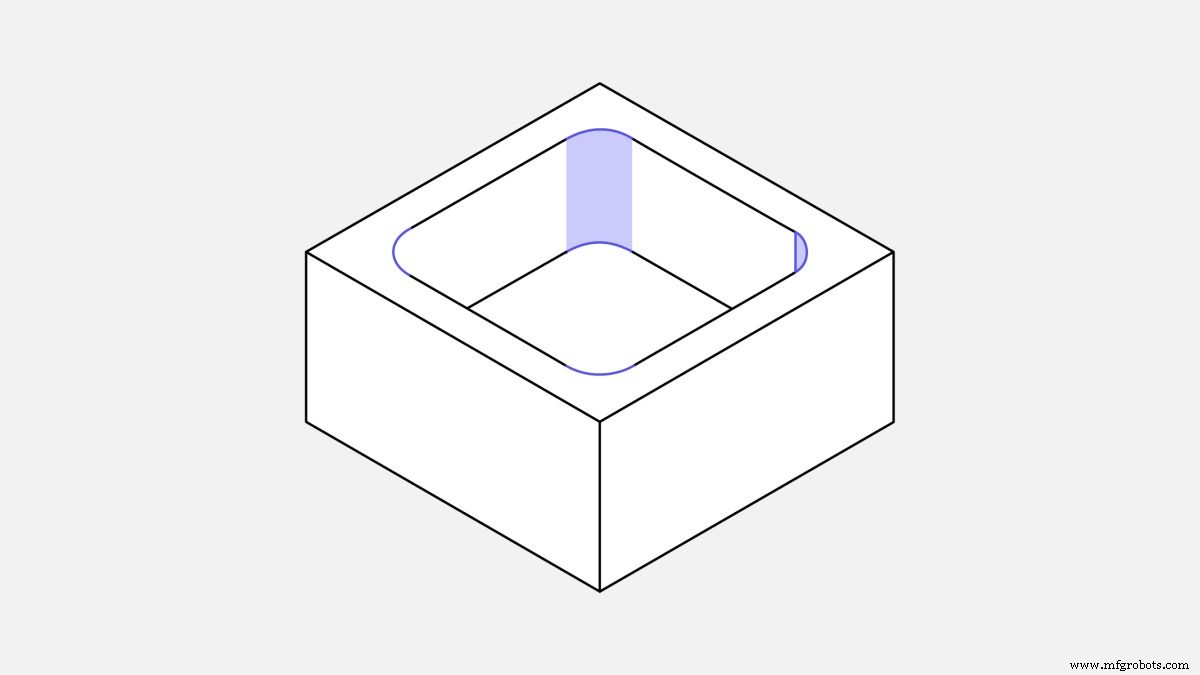
Иллюстрация полостей и карманов Рекомендуемая глубина полости: 4-кратная ширина полости
Концевые фрезы имеют ограниченную длину резания (обычно в 3–4 раза больше их диаметра). Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
Ограничение глубины полости в четыре раза по сравнению с ее шириной обеспечивает хорошие результаты.
Если требуется большая глубина, рассмотрите возможность проектирования деталей с переменной глубиной полости.
Фрезерование глубоких полостей: Полости, глубина которых более чем в шесть раз превышает диаметр инструмента, считаются глубокими. Соотношение диаметра инструмента к глубине полости до 30:1 возможно при использовании специальной оснастки (максимальная глубина:35 см с концевой фрезой диаметром 1 дюйм).
Внутренние края Иллюстрация внутренних краев Радиус вертикального угла
Рекомендуется: ⅓ глубины полости (или больше)
Использование рекомендуемого значения для внутренних угловых радиусов гарантирует, что можно использовать инструмент подходящего диаметра и согласуется с рекомендациями по рекомендуемой глубине полости.
Радиус этажа
Рекомендуется: 0,5 мм, 1 мм или без радиуса Осуществимо: любой радиус
Концевые фрезы имеют плоскую или слегка закругленную нижнюю режущую кромку. Другие радиусы пола можно обрабатывать с помощью инструментов со сферическим концом. Хорошей практикой проектирования является использование рекомендуемых значений, так как это предпочитают машинисты.
Тонкие стены Минимальная толщина стенки
Рекомендуется: 0,8 мм (металлы), 1,5 мм (пластики) Осуществимо: 0,5 мм (металлы), 1,0 мм (пластики)
Уменьшение толщины стенки снижает жесткость материала, что увеличивает вибрации при обработке и снижает достижимую точность. Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует проверять в каждом конкретном случае.
Отверстия Диаметр
Рекомендуется: стандартное сверло Осуществимо: любой диаметр больше 1 мм
Отверстия обрабатываются с помощью сверла или концевой фрезы. Размер сверл стандартизирован (в метрических и имперских единицах). Развертки и расточные инструменты используются для чистовой обработки отверстий, требующих жестких допусков. Для высокоточных отверстий диаметром менее 20 мм рекомендуется использовать стандартный диаметр.
Максимальная глубина
Рекомендуется: 4-кратный номинальный диаметр Обычно: 10-кратный номинальный диаметр Осуществимо: 40-кратный номинальный диаметр
Отверстия нестандартного диаметра необходимо обрабатывать концевой фрезой. В этом случае применяются ограничения максимальной глубины полости, и следует использовать рекомендуемое значение максимальной глубины. Отверстия глубже стандартного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). Глухие отверстия, обработанные дрелью, имеют коническую форму дна (угол 135 градусов), а отверстия, обработанные концевой фрезой, — плоские.
Потоки Иллюстрация тем Размер потока
Минимум: М2 Рекомендуется: M6 или больше
Резьба нарезается метчиками, а наружная резьба плашками. Метчиками и плашками можно нарезать резьбу до М2. Инструменты для нарезания резьбы с ЧПУ широко распространены и предпочитаются машинистами, поскольку они снижают риск поломки метчика. Резьбонарезные инструменты с ЧПУ можно использовать для нарезания резьбы до M6.
Длина цепочки
Минимум: 1,5-кратный номинальный диаметр Рекомендуется: 3-кратный номинальный диаметр
Большую часть нагрузки, прикладываемой к резьбе, принимают на себя несколько первых зубьев (до 1,5-кратного номинального диаметра). Таким образом, резьба длиннее, чем в 3 раза больше номинального диаметра, не требуется.
Для резьбы в глухих отверстиях, нарезанных метчиками (т. е. для всех резьб меньше M6), добавьте длину без резьбы, равную 1,5-кратному номинальному диаметру на дне отверстия. Когда можно использовать инструмент для нарезания резьбы с ЧПУ (т. е. резьба больше M6), отверстие можно нарезать по всей его длине.
Мелкие функции Иллюстрация небольших функций ЧПУ Минимальный диаметр отверстия
Рекомендуется: 2,5 мм (0,1 дюйма") Осуществимо: 0,05 мм (0,005 дюйма")
Большинство механических мастерских могут точно обрабатывать полости и отверстия с помощью инструментов диаметром до 2,5 мм (0,1 дюйма). Все, что ниже этого предела, считается микрообработкой. Для обработки таких элементов требуются специальные инструменты (микросверла) и экспертные знания, потому что физика процесса резания меняется с этим масштабом. Поэтому рекомендуется избегать их без крайней необходимости.
Допуски Иллюстрация допусков ЧПУ Обычно: +-0,1 мм Осуществимо: +-0,02 мм
Наши допуски либо 2768 средние, либо точные. Если допуски не указаны, партнеры-производители будут использовать выбранный сплав 2768.
Текст и надписи Рекомендуется: размер шрифта 20 (или больше), гравировка 5 мм
Выгравированный текст предпочтительнее рельефного, так как удаляется меньше материала. Рекомендуется использовать минимальный размер шрифта -20 без засечек (например, Arial или Verdana). Многие станки с ЧПУ имеют предварительно запрограммированные процедуры для этих шрифтов.
Настройки станков с ЧПУ и ориентация деталей Доступ к инструменту является одним из основных конструктивных ограничений при обработке с ЧПУ. Чтобы достичь всех поверхностей модели, заготовку необходимо несколько раз повернуть.
Всякий раз, когда заготовка вращается, необходимо перекалибровать станок и определить новую систему координат.
При проектировании важно учитывать настройки машины по двум причинам:
Общее количество установок машины влияет на стоимость. Вращение и повторное выравнивание детали требует ручной работы и увеличивает общее время обработки. Это часто допустимо, если деталь нужно повернуть до трех или четырех раз, но все, что выше этого предела, является чрезмерным.
Для достижения максимальной относительной точности позиционирования две детали должны быть обработаны в одном и том же установе. Это связано с тем, что новый шаг калибровки вносит небольшую (но не пренебрежимо малую) ошибку.
Что такое 5-осевая обработка с ЧПУ? 5-осевой станок с ЧПУ перемещает режущие инструменты или детали по пяти осям одновременно. Многоосевые станки с ЧПУ могут изготавливать детали сложной геометрии, поскольку они имеют две дополнительные оси вращения. Эти машины устраняют необходимость в настройке нескольких машин.
Каковы преимущества и ограничения 5-осевой обработки с ЧПУ? Пятиосевая обработка с ЧПУ позволяет инструменту постоянно оставаться по касательной к режущей поверхности. Траектории движения инструмента могут быть более сложными и эффективными, что приводит к получению деталей с лучшим качеством поверхности и меньшим временем обработки.
Тем не менее, 5-осевое ЧПУ имеет свои ограничения. Базовая геометрия инструмента и ограничения доступа к инструменту остаются в силе (например, нельзя обрабатывать детали с внутренней геометрией). Кроме того, стоимость использования таких систем выше.
Поднутрения на станках с ЧПУ Поднутрения — это элементы, которые невозможно обработать с помощью стандартных режущих инструментов, поскольку некоторые из их поверхностей недоступны непосредственно сверху.
Существует два основных типа поднутрений:Т-образные пазы и ласточкины хвосты. Подрезы могут быть односторонними или двусторонними и обрабатываются специальными инструментами.
Режущие инструменты с Т-образными пазами состоят из горизонтального режущего диска, прикрепленного к вертикальному валу. Ширина поднутрения может варьироваться от 3 мм до 40 мм. Мы рекомендуем использовать стандартные размеры ширины (т. е. целые миллиметры или стандартные дюймовые доли), так как более вероятно, что соответствующий инструмент уже доступен.
Для режущих инструментов типа «ласточкин хвост» угол является определяющим размером элемента. Стандартными считаются инструменты типа «ласточкин хвост» под углом 45 и 60 градусов. Инструменты с углом 5, 10 и до 120 градусов (с шагом 10 градусов) также существуют, но используются реже.
Конструкция выточки для обработки с ЧПУ При проектировании деталей с поднутрениями на внутренних стенках не забудьте добавить достаточный зазор для инструмента. Хорошим практическим правилом является добавление пространства, как минимум в четыре раза превышающего глубину поднутрения между обработанной стеной и любой другой внутренней стеной.
Для стандартных инструментов типичное соотношение между диаметром резания и диаметром вала составляет 2:1, что ограничивает глубину резания. Когда требуется нестандартная выточка, механические мастерские обычно изготавливают собственные инструменты для выточки по индивидуальному заказу. Это может увеличить время и стоимость выполнения заказа, поэтому по возможности избегайте этого.
Составление технического чертежа Технические чертежи иногда используются инженерами для передачи станочнику конкретных производственных требований. Если вам интересна эта тема, прочитайте эту статью о том, как, когда и зачем использовать технические чертежи.
Загрузка технического чертежа с цитатой из Hubs Обычно нам не требуются технические чертежи для заказов на нашей платформе, но в некоторых случаях они могут добавить ценный контекст к запросу котировок. Некоторые спецификации проекта нельзя включить в файл STEP или IGES. Например, вам потребуется включить двухмерный технический чертеж, если ваша модель включает резьбовые отверстия или валы и/или размеры с допусками более жесткими, чем для выбранного сплава 2768.
Если вы добавляете технический чертеж, убедитесь, что он соответствует спецификациям загруженных файлов. Если технические чертежи не соответствуют загруженным файлам или спецификациям предложения:
Спецификации предложения считаются ориентиром для технологии, материала и отделки поверхности.
Технические чертежи считаются отправной точкой для спецификаций резьбы, спецификаций допусков, деталей обработки поверхности, запросов на маркировку деталей и спецификаций термообработки.
Файл САПР считается точкой отсчета для конструкции детали, геометрии, размеров и расположения элементов.
Для получения дополнительной информации ознакомьтесь с нашей политикой спецификаций . .
Каковы лучшие практики Hubs для обработки с ЧПУ? Спроектируйте детали, которые можно обрабатывать с помощью инструмента максимально возможного диаметра.
Добавьте большие скругления (как минимум в ⅓ раза больше глубины полости) ко всем внутренним вертикальным углам.
Ограничьте глубину полостей в 4 раза больше их ширины.
Совместите основные черты вашего дизайна с одним из шести основных направлений. Если это невозможно, можно использовать 5-осевую обработку с ЧПУ.
Отправьте технический чертеж вместе с вашим чертежом, если ваш проект включает резьбу, допуски, характеристики чистоты поверхности или другие примечания для оператора станка.
У вас есть детали, которые вам нужно обработать на станке с ЧПУ? Загрузите свои дизайны, и наш инструмент DFM предложит варианты оптимизации и мгновенно рассчитает цены.