


4 самые большие ошибки при проектировании литья под давлением

Многие компании обращаются к услугам литья под давлением, чтобы экономически эффективно производить большие объемы идентичных деталей. Литье пластмасс под давлением включает плавление термопластов в нагретой бочке перед впрыскиванием расплавленного материала в прочную и точную металлическую форму через сопло под давлением. Как только материал остынет и затвердеет, деталь выбрасывается, и процесс повторяется. Компании используют этот производственный процесс для производства всего, от корпусов для электроники до бутылок с водой.
Литье под давлением — сложный процесс, и одна ошибка может вызвать косметические дефекты, нарушить целостность продукта и привести к дорогостоящему изменению конструкции. Хорошая новость заключается в том, что большинства этих проблем можно избежать, если вы будете следовать передовым методам проектирования. Вот 4 наиболее распространенные ошибки, на которые следует обратить внимание при проектировании детали для литья под давлением.
4 самых распространенных ошибки при литье под давлением и способы их решения
1. Дизайн с подрезами
Поднутрением называется любая утопленная поверхность, выступ, канавка, выступ, резьба, защелка или другой элемент, препятствующий извлечению детали из формы. Подрезы могут привести к увеличению производственных затрат, усложнению деталей и требованиям к техническому обслуживанию пресс-формы, поэтому лучше по возможности устранять любые потенциальные подрезы.
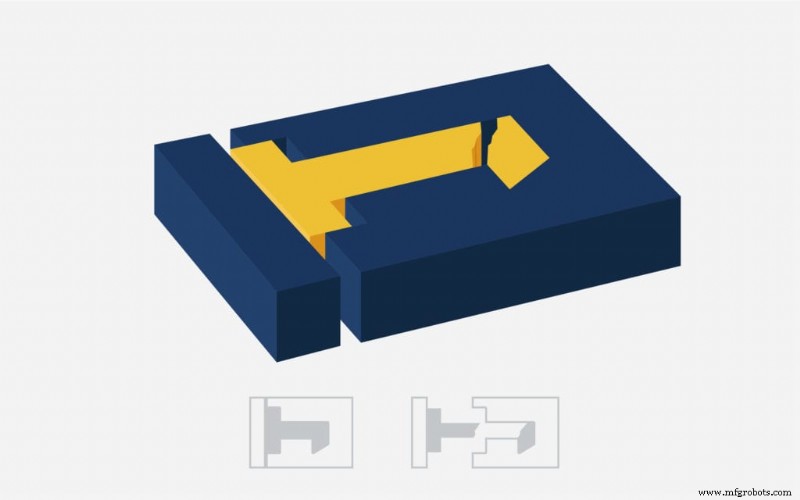
Если у вас есть выточка, необходимая для конструкции вашей детали, есть несколько способов улучшить выталкивание детали. Переориентация проблемных элементов таким образом, чтобы они были параллельны линии рисования, является экономически эффективным решением. Это позволяет детали выбрасываться без повреждений, исключая подрез. Если у вас есть детали с внутренними подрезами или гранями без углов уклона, вы также можете использовать подъемники для облегчения процесса извлечения. Возможно, вы сможете формировать элементы поднутрения, тщательно спроектировав отверстия и пазы в детали, и наши инженеры Fast Radius помогут вам в этом.
2. Неравномерная толщина стенки
Однородная толщина стенок помогает расплавленному пластику течь через полость формы в одном направлении, позволяя материалу более точно заполнять полость. Однако, поскольку более тонкие стенки остывают быстрее, чем более толстые, различия в толщине стенок могут привести к проседанию, деформации, короткому выстрелу и т. д.
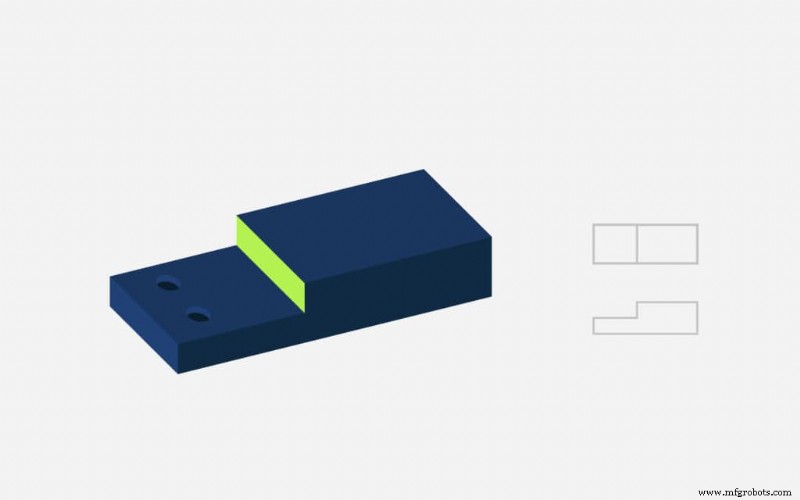
Чтобы избежать этих проблем и обеспечить охлаждение всех областей детали с одинаковой скоростью, используйте одинаковую толщину стенок. Толщина стенок от 1,2 мм до 3 мм в большинстве случаев оптимальна. Если у вас должны быть стены разной толщины, вам следует:
- Сделайте переход между тонкими и толстыми участками как можно более плавным — Лучшей практикой проектирования является использование стержней и ребер вместо изменения толщины стенки или минимизация изменений, когда они необходимы.
- Используйте правильную толщину выступа и выступа — Ребра и выступы не должны превышать 40–80 % толщины базовой стенки при радиусе основания 25–40 % толщины стенки.
- Удалите пластик с самых толстых участков — Это называется кернением, и оно может помочь сохранить однородность секций стены.
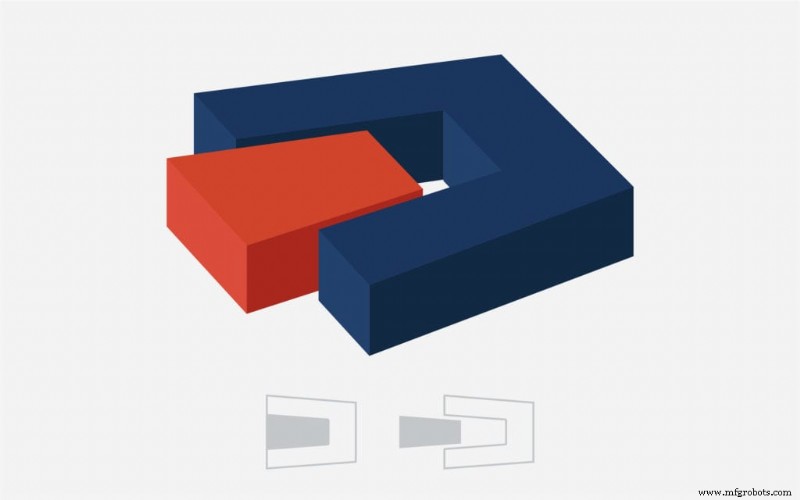
3. Забыв об углах уклона
Добавление уклона, небольшого конуса к каждой вертикальной поверхности детали, необходимо для плавного выброса. Деталь, спроектированная без уклона, может прилипнуть к форме, а отсутствие уклона может также вызвать неприглядные линии сопротивления, если вертикальные стенки детали царапают металлическую форму во время выталкивания. Добавляя плавный конус, вы можете защитить свою деталь от трения, обеспечить однородную отделку и уменьшить износ, надрыв и коробление во время выталкивания.
Градусы угла уклона зависят от нескольких факторов, от толщины стенки до текстуры поверхности. Вам нужно будет учитывать скорость усадки материала, функцию конечного использования детали и глубину вытяжки, чтобы определить правильный угол уклона, поэтому лучше всего связаться с опытным партнером-производителем, чтобы получить точную оценку. Как правило, вы должны использовать по крайней мере 1,5-2 градуса уклона и добавлять 1 градус на каждый дюйм глубины полости. Если ваша деталь имеет сильно текстурированную поверхность, вам могут понадобиться углы уклона в 5 градусов, чтобы предотвратить перетаскивание линий.
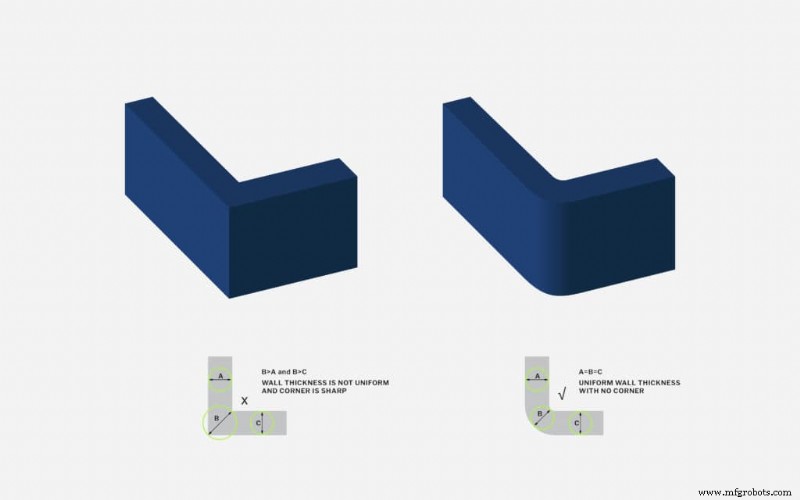
4. Включая острые углы
Острые кромки и углы не только требуют большего давления для заполнения, но и часто приводят к тому, что детали прилипают к форме во время выталкивания. Поскольку острые углы также затрудняют протекание дроби через формы, они могут привести к образованию вакуумных пустот или областей, в которых задерживаются пузырьки воздуха. Это может вызвать косметические повреждения, увеличить концентрацию напряжений и привести к поломке детали, поэтому важно по возможности скруглять внутренние и внешние края и углы.
При проектировании углов не забудьте смоделировать углы так, чтобы они имели постоянную толщину стенок. Это означает, что внутренние углы скруглены на 50 % толщины стены, а внешние углы — на 150 %.
Предотвращение появления дефектов на деталях, полученных литьем под давлением, с помощью Fast Radius
Ошибки проектирования литья под давлением могут отсрочить производство на несколько недель, увеличить затраты и привести к некачественным или даже непригодным для использования деталям. Выделение времени на принятие обдуманных дизайнерских решений в начале вашего проекта имеет важное значение и сэкономит вам время и деньги в долгосрочной перспективе. Тем не менее, нужно помнить о многом, поэтому работа с опытным партнером по литью под давлением, таким как Fast Radius, может помочь вам получить правильный дизайн с первого раза.
Когда вы станете партнером Fast Radius, вы получите доступ к нашей команде инженеров, консультантов и экспертов по дизайну, которые помогут вам на протяжении всего производственного процесса. Нужна ли вам помощь в тонком включении уклона в ваш проект или выборе подходящей толщины стенки, Fast Radius может помочь вам спроектировать наилучшую возможную деталь. Свяжитесь с нами сегодня, чтобы приступить к разработке вашего следующего проекта по литью под давлением.
Хотите узнать больше? Посетите наш ресурсный центр, чтобы узнать больше о выборе материалов, о том, когда использовать одногнездную или многогнездную пресс-форму, и т. д.
Готовы создавать детали с помощью Fast Radius?
Начать цитатуПромышленные технологии
- Каких распространенных ошибок следует избегать при проектировании для производства?
- Почему конструкция угла уклона необходима для литья под давлением?
- Материалы для реакционного литья под давлением (RIM)
- Советы по проектированию литья под давлением
- Дизайн ворот для литья под давлением:полное руководство по производству пластмасс
- Угол уклона для литья под давлением:руководство по проектированию и передовой опыт
- Важность одинаковой толщины стенок при литье под давлением [Руководство]
- Зачем вам нужен дизайн для производства в литье под давлением
- Варианты материалов для литья под давлением
- Ограничения литья под давлением в малых объемах