


Важность одинаковой толщины стенок при литье под давлением [Руководство]
Если вы когда-нибудь разбирали пластиковую деталь, вы заметите, что толщина стенок этих деталей одинакова по размеру. Что ж, это не случайно. Толщина стенки во многом определяет успех или неудачу детали. Это одно из самых важных правил проектирования литья под давлением. Если это не будет сделано должным образом, это может привести к множеству проблем при обработке детали. В этой статье мы рассмотрим, почему важна равномерная толщина литья под давлением, дефекты, которые могут возникнуть при неправильном выполнении, а также взаимосвязь между выбором материалов и обработкой стенок литья под давлением.
Принципы, которые следует учитывать при проектировании стенок из литьевых деталей
После завершения механической обработки деталь должна дать усадку, чтобы ее можно было легко извлечь из формы. Скорость усадки пластиковых деталей в процессе литья под давлением зависит от двух основных факторов:толщины стенок и толщины пластика используемого материала. Все пластмассовые детали сжимаются при остывании. Поэтому конструкция этих пластиковых деталей выполнена таким образом, чтобы эта усадка была равномерной. Различная скорость усадки приводит к различным дефектам, как косметическим, так и фатальным. При проектировании пластики по толщине стенки дизайнеры учитывают следующие правила:
Острые углы
Углы детали очень важны для определения того, выйдет ли деталь из строя или нет. Это связано с тем, что детали с острыми углами будут иметь высокий уровень концентрации напряжений. Это может препятствовать пластическому течению и вызывать дефекты детали. Чтобы предотвратить это, большинство проектировщиков делают внутренний радиус угла в 0,5 раза больше толщины пластика, а внешний радиус в 1,5 раза больше толщины пластика.
Толщина прилегающей стены
Для смежных стен толщина одной стены должна быть не менее 40-60 процентов толщины другой. Кроме того, обе толщины стенки должны быть в пределах порогового значения для конкретного материала.
Углы уклона
Наброски помогают облегчить извлечение деталей из формы. Как правило, вы должны учитывать столько сквозняков, сколько позволяет толщина пластика. В большинстве случаев достаточно одного-двух градусов уклона плюс дополнительные 1,5 градуса на каждые 0,25 мм толщины пластика. Это может варьироваться в зависимости от конструкции молдинга, толщины стенки и толщины детали.
Боссы
Рекомендации по расчету толщины стенки должны применяться к бобышкам (цилиндрическая конструкция, окружающая отверстие, предназначенное для винта). Они должны иметь толщину от 40 до 60 процентов от толщины окружающей области.
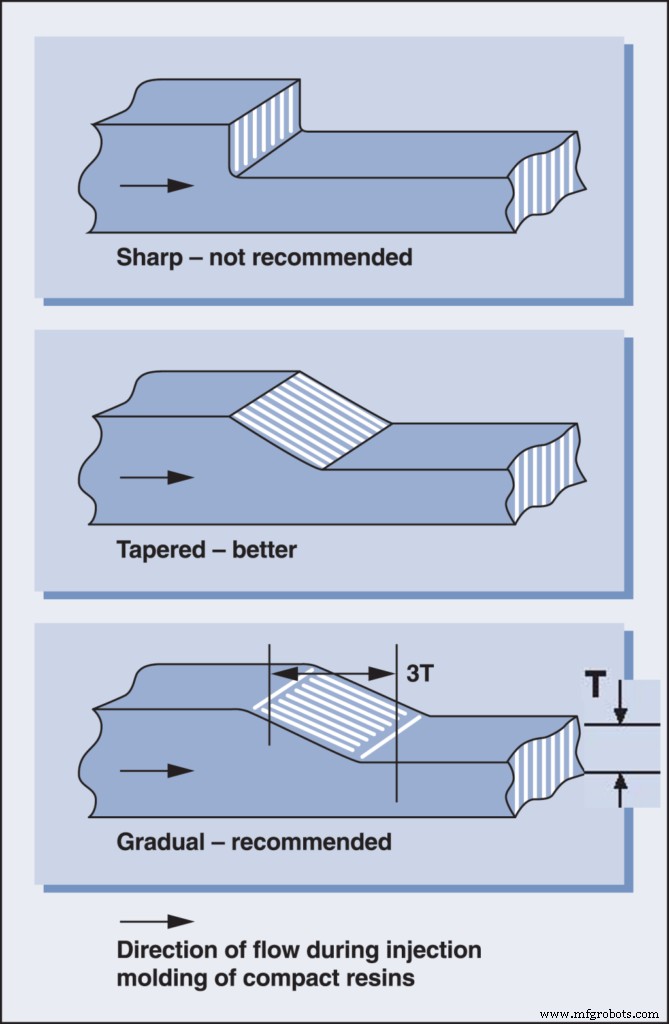
Ободья и изгибы
Толщина краев и изгибов также должна быть как можно более ровной. Один из способов добиться этого — добавить к кривым адекватные радиусы. Это помогает обеспечить плавное течение пластика через полость пресс-формы.
Ребра
Ребра могут быть реализованы в деталях, требующих прочности. Преимущество использования ребер перед утолщением детали заключается в том, что они снижают риск деформации. Ребра также более экономичны, поскольку они быстрее остывают и требуют меньше материала для производства.
Почему важно поддерживать одинаковую толщину стенок?
Внешний вид
Неравномерная толщина стенок влияет на эстетику отлитой под давлением детали. Из-за неравномерной толщины стенок могут возникать такие дефекты, как коробление и утяжины. Также могут быть замечены поверхностные проблемы, такие как линии потока.
Выполнение задач
Стробирование производится из толстых секций в более тонкие. Неравномерная толщина стенок может привести к перетеканию расплавленного пластика из тонких секций в более толстые. Это приводит к проблемам, поскольку пластиковый материал может начать остывать в тонкой части, эффективно блокируя поток к более толстой части. В результате возникают такие дефекты, как провисание и коробление.
Напряжение сдвига
На напряжение сдвига пластика в потоке может влиять различная толщина стенки. Касательное напряжение текучего пластика, движущегося с постоянной скоростью наполнения, увеличивается по мере уменьшения толщины стенки. Следовательно, неравномерная толщина стенок приводит к различным степеням напряжения сдвига. Это основная причина деформации пластика.
Скорость охлаждения
Более толстые секции требуют больше времени для охлаждения. Деталь с неравномерной толщиной стенок должна оставаться в форме до тех пор, пока вся деталь не остынет. Это приводит к увеличению времени цикла и общего производственного процесса.
Стоимость
Для заполнения более толстых стен требуется больше пластиковых материалов. Им также требуется больше времени для остывания. Больше материалов и больше времени на машине для литья под давлением только увеличат стоимость производства.
Дефекты, вызванные неравномерной толщиной стенки
Хотя литье под давлением является одним из лучших методов изготовления деталей, все же существуют факторы, которые могут привести к дефектам конечного продукта. Некоторые дефекты могут возникнуть в результате процесса формования, а также толщины пластика используемых материалов. Ниже выделены некоторые дефекты, на которые влияет толщина стенки.
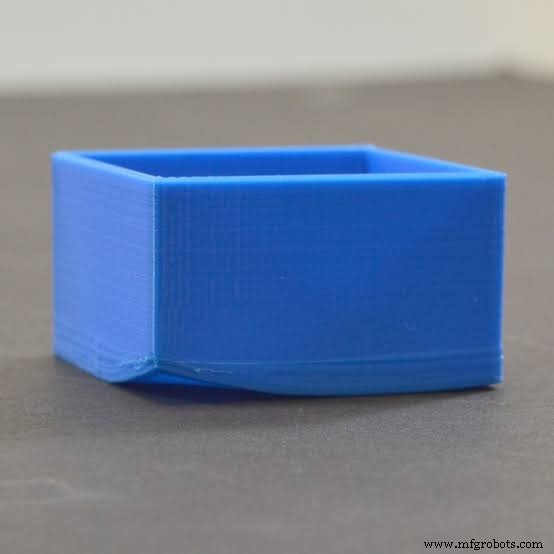
Искривление
Коробление возникает в результате неравномерной усадки различных частей изделия. Это приводит к искривлениям и изгибам формы изделия по завершении. Как уже отмечалось, неравномерная толщина стенки приводит к тому, что части изделия охлаждаются с разной скоростью, что приводит к короблению.
Линии потока
Поточные линии – это эстетические дефекты, возникающие на пластиковых изделиях. Они выглядят как волны или линии, обычно другого цветового тона, чем окружающая область. Они возникают в результате разной скорости потока расплавленного пластика в полости формы.
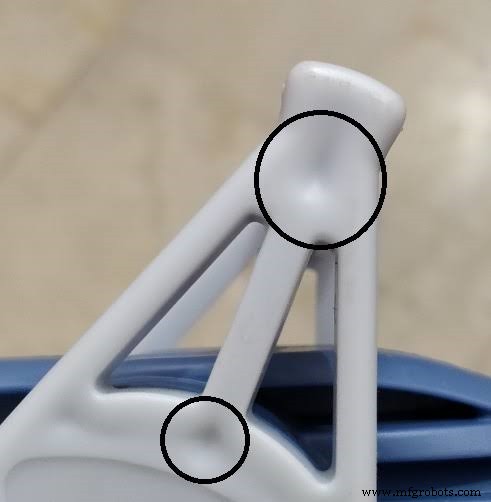
Утяжка
Утяжка похожа на маленькие кратеры, образовавшиеся на изделии, изготовленном методом литья под давлением. Эти кратеры образуются, когда пластиковый материал не может полностью охладиться, находясь в форме. Усадочные метки чаще образуются на более толстых частях продукта, так как им требуется больше времени для охлаждения.
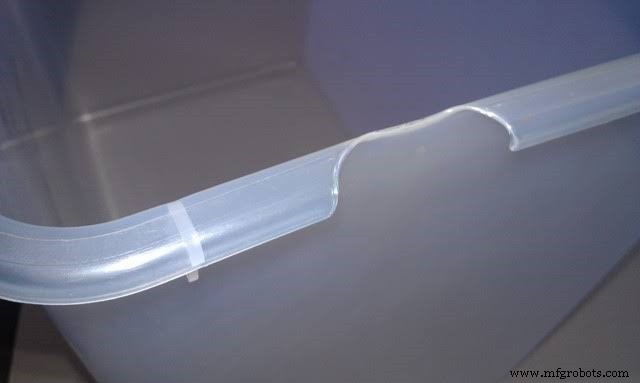
Короткие снимки
Короткий выстрел происходит, когда отсутствует часть продукта. Это происходит из-за того, что расплавленный пластик не достигает всех участков формы. Неравномерная толщина стенки может привести к этому дефекту. При неравномерной толщине стенки пластик, перетекающий от тонкого сечения к большему, может преждевременно остывать. Это предотвратит попадание расплавленного пластика в более толстую часть.
Выбор материала для литья пластмасс под давлением
Одним из важнейших факторов, определяющих толщину стен, будет используемый материал. Это связано с тем, что материал будет ограничивающим фактором в отношении того, насколько тонкой может быть пластиковая конструкция для толщины стенки. Различные материалы допускают различную толщину стенок. Перед началом массового производства важно пройти этап тестирования, на котором вы можете опробовать различные материалы и пластиковые конструкции для конфигураций толщины стенок.
Ваш выбор материалов также определяет толщину пластика. Есть несколько материалов на выбор. Некоторые материалы позволяют создавать очень тонкие стены, в то время как другие требуют более толстых стен. Вы должны попытаться найти баланс между функциональностью, производительностью и стоимостью при выборе материалов.
В RapidDirect мы предлагаем различные материалы, которые позволяют использовать детали с различной толщиной стенок. Более подробную информацию о материалах вы можете найти в нашем разделе материалов. Вы также можете найти рекомендуемую толщину стенок для различных пластиковых деталей ниже.
Общие рекомендации по толщине материала.
| Материал | Рекомендуемая толщина стенки |
| АБС | 0,045 – 0,140 |
| Ацеталь | 0,030 – 0,120 |
| Акрил | 0,025 – 0,500 |
| Жидкокристаллический полимер | 0,030 – 0,120 |
| Армированный пластик | 0,075 – 1,000 |
| Нейлон | 0,030 – 0,115 |
| Поликарбонат | 0,040 – 0,150 |
| Полиэстер | 0,025 – 0,125 |
| Полиэтилен | 0,030 – 0,200 |
| Полифениленсульфид | 0,020 – 0,180 |
| Полипропилен | 0,025 – 0,150 |
| Полистирол | 0,035 – 0,150 |
| Полиуретан | 0,080 – 0,750 |
| Жесткий ПВХ | 0,090 – 0,250 |
| Мягкий ПВХ | 0,025 – 0,150 |
Более толстые стенки делают детали более прочными. Они также увеличивают риск коробления, добавляют изделию лишний вес, изделию требуется дополнительное время, а также требуют больше материалов. С другой стороны, тонкие стенки, хотя и дешевле, могут привести к растрескиванию и поломке изделия. Важно найти правильный баланс между толщиной стенок и производительностью.
Дизайн для технологичности
Даже после корректировки пластикового дизайна по толщине стенки для ваших деталей желательно посмотреть, как детали будут функционировать с новыми корректировками. Именно здесь вступает в действие процесс проектирования для обеспечения технологичности. С помощью DfM вы можете легко выявлять новые дефекты или любые другие модификации конструкции, помогающие уменьшить толщину стенки.
Из-за важности этого этапа также важно, чтобы вы передали его экспертам, которые являются экспертами в этой области и дадут наилучшие результаты. В качестве альтернативы вы можете сделать это самостоятельно. Однако это только увеличит время реализации продукта. Поэтому почему бы не поручить это экспертам в этом вопросе.
С услугами литья под давлением RapidDirect у вас есть доступ к команде опытных аналитиков DfM, которые работают над тем, чтобы дизайн вашего продукта был лучшим. Наши дизайнеры также будут работать с аналитиками DfM, чтобы убедиться, что расчет пластика для толщины стенки вашей детали находится в оптимальной форме.
Заключение
Сохранение одинаковой толщины стенок в процессе литья пластмасс под давлением отлично подходит как для эстетики, так и для структурной целостности вашего продукта. Это может быть довольно сложной задачей, так как есть много соображений, которые вы должны сделать. Чтобы упростить этот процесс, вам необходимо работать с компанией по литью под давлением, обладающей необходимым опытом и навыками, чтобы воплотить ваш проект в жизнь без осложнений. RapidDirect — это идеальный выбор, чтобы убедиться, что ваши работы по литью под давлением выполняются без дефектов толщины стенок.
Услуги RapidDirect по литью пластмасс под давлением
В RapidDirect есть широкий выбор материалов. Это позволяет вам выбрать материал с лучшими функциональными возможностями, производительностью и ценой для ваших проектов. Таким образом, в вашем распоряжении также различная толщина пластика. Мы также предлагаем широкий спектр процессов литья под давлением, чтобы удовлетворить ваши различные потребности.
Наши передовые мощности позволяют нам быстро обслуживать вас. Мы предоставляем котировки в течение одного рабочего дня. У вас также будет доступ к нашим бесплатным отзывам о DFM, которые помогут вам решить любые проблемы с дизайном до начала производства.
Посетите наш веб-сайт сегодня, чтобы начать работу.
Композитный материал
- Компрессионное формование и литье под давлением:в чем разница?
- Литье пластмасс под давлением может помочь вашему бизнесу
- Литье пластмасс под давлением в автомобильной промышленности
- Лучшие материалы для литья пластмасс под давлением
- Значение метода литья под давлением
- Самые популярные материалы для литья пластмасс под давлением
- Эффективная производительность быстрого литья под давлением
- Детали процесса литья пластмасс под давлением в Китае
- Обычные материалы для литья пластмасс под давлением
- Ограничения литья под давлением в малых объемах