


Угол уклона для литья под давлением:руководство по проектированию и передовой опыт

Когда мы говорим о лучших методах изготовления пластиковых деталей для литья под давлением, некоторые из них неизбежны. На первом месте в этом списке обычно находится угол наклона литья под давлением. Каждая конструкция для литья под давлением нацелена на технологичность. Поэтому вы должны учитывать каждый шаг процесса.
Хотя ваши детали могут правильно формироваться в пресс-форме, в процессе выталкивания могут возникнуть проблемы. Это может привести к нежелательным дефектам в отлитых деталях. Угол уклона поможет избежать многих из этих нежелательных проблем. В этой статье мы обсудим преимущества углов впрыска и руководство по проектированию для простого впрыска ваших деталей.
Подробнее о преимуществах мы расскажем позже, а пока кратко опишем угол уклона.
Что такое угол уклона?
Угол уклона относится к тому наклону, который применяется к сторонам большинства деталей, изготовленных методом литья под давлением. Расположение углов впрыска таково, что они проходят в направлении линии натяжения формы и линии разъема. Они помогают легко извлекать формованные детали из формы.
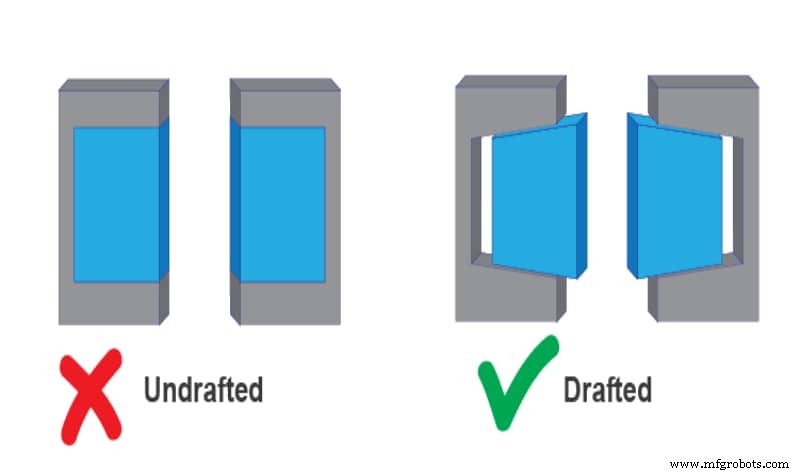
99% вашего дизайна для литья под давлением потребует литья под углом наклона для успешного изготовления детали. Угол сужается на поверхностях формованной детали. Поэтому деталь может легко скользить по полостям и стержням пресс-формы во время извлечения из формы.
Преимущества угла уклона
Во многих случаях углы уклона могут создавать конфликт интересов. Формовщики любят и рекомендуют углы уклона. Тем не менее, производители пресс-форм сталкиваются с трудностями при обработке углов на всех поверхностях полости и стержня. Некоторые также считают, что углы уклона могут усложнить проектирование детали.
Тем не менее, важно отметить, что углы уклона предлагают широкий спектр преимуществ. Они жизненно важны для обеспечения того, чтобы формованные детали соответствовали требуемому стандарту качества. Без черновика вы увеличиваете вероятность возникновения проблем с литьем под давлением. Это может излишне увеличить стоимость производства и время выполнения заказа.
Проблемы часто возникают из-за трения и вакуума, когда в детали не предусмотрена тяга. Это может повредить вашу деталь. В крайних случаях поражается и плесень. Пластмассы сжимаются перед охлаждением. Поэтому некоторые части вашей детали, скорее всего, оторвутся от формы. Другие части будут захватывать сердцевину.
Угол уклона позволяет вам использовать простое нажатие на штифты выталкивателя, чтобы вытолкнуть вашу деталь из формы. Таким образом, вы предотвратите волочение поверхностей детали вдоль пресс-формы при извлечении. Трение между поверхностью детали и поверхностью пресс-формы может привести к появлению царапин и повлиять на внешний вид детали.
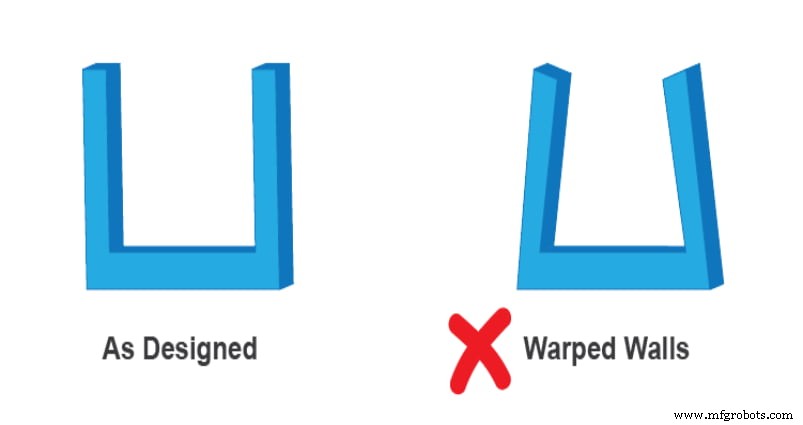
Кроме того, углы впрыска предотвращают образование вакуума во время выброса. Отсутствие тяги может привести к тому, что выталкивающие штифты будут давить на компонент до тех пор, пока не возникнет напряжение вакуума. Это может привести к изгибу, поломке или деформации детали при ее извлечении.
Добавление углов уклона к вашему проекту поможет вам избежать этих проблем. Таким образом, вы можете улучшить косметическую отделку вашей детали и снизить себестоимость производства. Угол уклона также помогает избежать сложных и дорогостоящих настроек выброса.
Подводя итог, добавляйте углы впрыска в свой дизайн:
- При необходимости обеспечивает гладкую, однородную поверхность без царапин.
- Снижает вероятность повреждения деталей из-за трения во время выброса.
- Обеспечивает однородность и целостность других текстур и отделки поверхности.
- Снижает износ формованных деталей.
- Снижает вероятность повреждения формы.
- Минимизирует деформацию вашей геометрии.
- Сокращает общее время охлаждения за счет устранения или уменьшения необходимости в сложных настройках выброса.
- Предлагайте как прямое, так и косвенное снижение общих производственных затрат.
Руководство по проектированию углов уклона и рекомендации
Во-первых, вы должны отметить, что не существует единого адекватного угла уклона для всех формованных деталей. Каждая отдельная деталь имеет свои уникальные требования к чертежу. Для более крупных деталей может потребоваться больше набросков, чем для более мелких. Кроме того, тонкостенные детали, отлитые под высоким давлением, могут потребовать большей осадки, чем детали, отформованные при более низком давлении.
Имея это в виду, вот несколько общих руководств и рекомендаций по черновому дизайну:
1. Для большинства деталей требуется угол уклона от 1½ до 2 градусов
Это эмпирическое правило, которое применяется к формованным деталям с глубиной до 2 дюймов. При таком размере достаточно уклона около 1½ градусов для легкого извлечения деталей из формы. Это помогает предотвратить повреждение деталей при усадке термопластичного материала.
2. Угол уклона должен составлять средний дополнительный градус на каждый дюйм глубины
Эта практика лучше всего работает для больших или глубоких деталей. Детали такого типа требуют большего уклона, чтобы учесть дополнительную площадь поверхности. Дополнительные углы впрыска также учитывают трение, возникающее во время извлечения из формы.
3. Угол наклона должен быть направлен к «верху» пресс-формы
Это означает, что тяга должна двигаться в направлении формы вверх или в сторону по мере разделения. Предположим, вы знакомы с полыми коробками со сквозными стенками. В этом случае вы заметите, что открытый верх немного шире, чем низ. Это результат правильно примененной тяги.
4. Текстурированные детали обычно требуют большего уклона
Поверхность некоторых деталей может иметь сложные текстуры. Другие могут иметь утопленные или приподнятые поверхности.
Для таких компонентов угол уклона следует прибавить к оптимальным 1½ – 2 градусам. Добавление следует производить со скоростью еще 1½ градуса на 0,001 дюйма (тысячной дюйма) глубины поверхности.
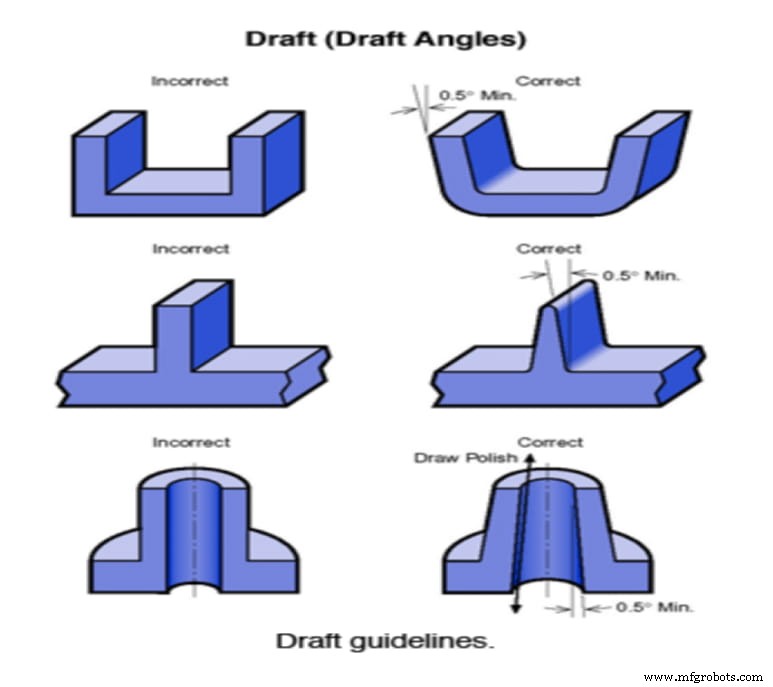
5. Каждый компонент детали должен иметь углы уклона
Материалы со сложной геометрией или детали с элементами ослабления натяжения должны иметь углы уклона. Эти элементы включают косынки, жалюзи, ребра и другие. Все они являются важными компонентами хорошего дизайна. Следовательно, любой из этих элементов, контактирующих с пресс-формой, должен включать углы впрыска.
6. Включение угла уклона с двух сторон детали дает еще больше преимуществ
Некоторые материалы (например, сплошная цилиндрическая деталь) часто имеют линию разъема посередине. При этом оба конца детали должны иметь углы уклона. Это связано с тем, что в операции такого типа участвуют два действия по освобождению формы.
7. Вертикальные поверхности должны иметь — как минимум — полградуса уклона
Это правило важно, когда дизайн требует равномерного угла от нижней до верхней части вертикальной поверхности. Половина градуса уклона предлагает эффективный компромисс для проектов, которые требуют прямых стен. Это также помогает детали соответствовать требованиям литья под давлением.
8. Всегда рекомендуется иметь угол уклона
Важно повторить этот факт, поскольку многие дизайнеры склонны сопротивляться включению черновика. Независимо от того, насколько он мал, инженеры всегда должны выступать за некоторую степень тяги. Эскизный проект всегда лучше, поскольку маловероятно, что вы найдете случай проектирования, требующий угла в ноль градусов. Помните поговорку:«Любой черновик лучше, чем его отсутствие».
Глубина элемента и минимальный угол уклона при литье под давлением
На выбор угла наклона влияет несколько факторов. Эти факторы включают толщину стенки, глубину стенки, скорость усадки, выбор материала, отделку/текстуру, выталкивание и производственные возможности. В приведенной ниже таблице указана глубина формованных деталей и минимальный требуемый уклон.
| ГЛУБИНА ФУНКЦИЙ | МИНИМАЛЬНАЯ ТОЛЩИНА/ОСАДКА | ||
| 0,25 дюйма | 0,040 дюйма/0,5° | <тд> <тд> <тд>||
| 0,5 дюйма | 0,040 дюйма/1° | 0,060 дюйма/0,5° | <тд> <тд>|
| 0,75 дюйма | 0,040 дюйма/2° | 0,060 дюйма/1° | 0,080 дюйма/0,5° | <тд>
| 1 дюйм | <тд>0,060 дюйма/2° | 0,080 дюйма/1° | >0,100 дюйма/0,5° |
| 1,5 дюйма | <тд> <тд>0,080 дюйма/2° | >0,100 дюйма/1° | |
| 2 дюйма | <тд> <тд> <тд>>0,100 дюйма/2° |
Заключение
Целью этого руководства не является обсуждение углов уклона, поскольку это привлекательная конструктивная особенность. Скорее, углы уклона являются важными компонентами успешно спроектированных деталей. Они обеспечивают эффективные и качественные производственные процессы. Пренебрежение углом уклона может привести к большому количеству бракованных деталей. Это также может привести к повреждению плесени. Всегда лучше быть в курсе лучших практик литья под давлением. Одним из них является учет угла уклона при литье под давлением.
В RapidDirect мы являемся специалистами по литью под давлением и готовы поделиться с вами своим опытом. Наши инженеры хорошо разбираются в лучших методах литья под давлением, и мы используем их в наших услугах. Наши инженеры могут адекватно оценить ваши проекты и предложить предложения. Мы бесплатно предоставляем DfM, чтобы гарантировать наилучшие результаты при проектировании деталей.

Наш широкий спектр производственных услуг включает надежные услуги литья под давлением. В случае, если вы не уверены, достаточно ли вашего угла наклона с вашей стороны, мы доступны для обсуждения дизайна. Кроме того, мы предлагаем общий осмотр деталей, чтобы убедиться, что они готовы к процессу формования. Все эти услуги предоставляются по конкурентоспособным ценам.
Часто задаваемые вопросы – Угол уклона для литья под давлением
Каким должен быть проект полиэтиленового материала?Инжекционное формование под углом 1 градус на сторону будет выгодным. Тщательно отполированные поверхности заставляют LDPE прилипать к полостям и сердцевинам. Таким образом, сквозняк около 1½ градусов поможет легко снять детали.
Как рассчитать угол уклона?Инженеры рассчитывают угол осадки как градусное измерение. В редких случаях угол рассчитывается как миллиметр или дюйм. Расчет происходит от вертикальной оси пресс-формы. Это помогает учитывать усадку пластика.
Промышленные технологии
- Аддитивное производство и литье под давлением - новое видение жизненных циклов производства
- Рекомендации по организации и управлению хранилищем для технического обслуживания
- ПЭЭК высокой вязкости для литья под давлением и экструзии
- Лучшие из… Лучшие практики литья под давлением
- Передовые методы сварки алюминия
- Рекомендации по роботизированной сварке
- Почему конструкция угла уклона необходима для литья под давлением?
- Практика и советы по экономичному проектированию нестандартных деталей и корпусов из листового металла
- Ultiboard — полное руководство для начинающих
- Производство и обработка металлических деталей для систем впрыска топлива