Почему конструкция угла уклона необходима для литья под давлением?
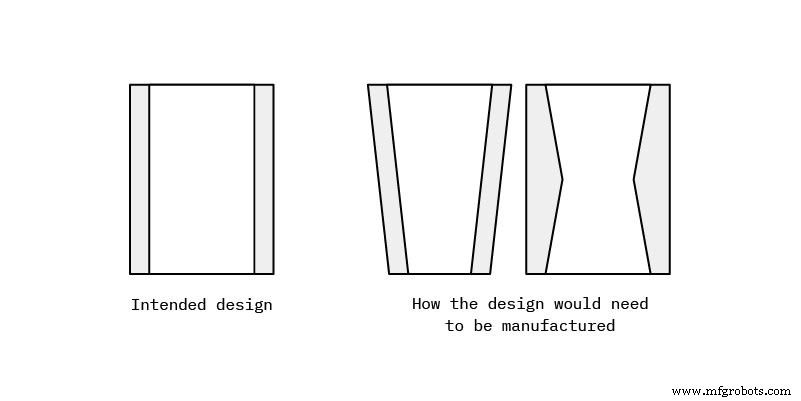
Разработка углов уклона для литья под давлением может быть сложной задачей. Как дизайнеры и инженеры, нам нравится работать с прямыми, перпендикулярными моделями, которые легко и интуитивно понятны для чтения, измерения и модификации.
Однако когда дело доходит до фактического производства компонентов на основе наших разработок, нам приходится иметь дело с трапециевидными формами, которые могут повлиять на функциональность, посадку и эстетику. Эта трапециевидная форма является результатом требований литья под давлением к разработке деталей с углами уклона.
Что такое угол уклона?
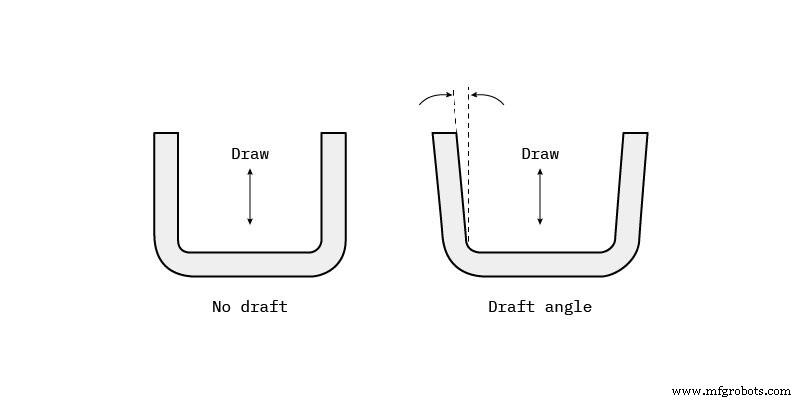
Угол уклона — это конусность, применяемая к вертикальным стенкам литого под давлением компонента, чтобы облегчить высвобождение детали из формы.
Углы уклона являются обязательной характеристикой нестандартных деталей, изготовленных методом литья под давлением. Функциональная деталь для литья под давлением должна иметь углы уклона, обращенные как к полости, так и к сторонам стержня. Это уменьшит риск повреждения деталей и обеспечит возможность их извлечения из машины.
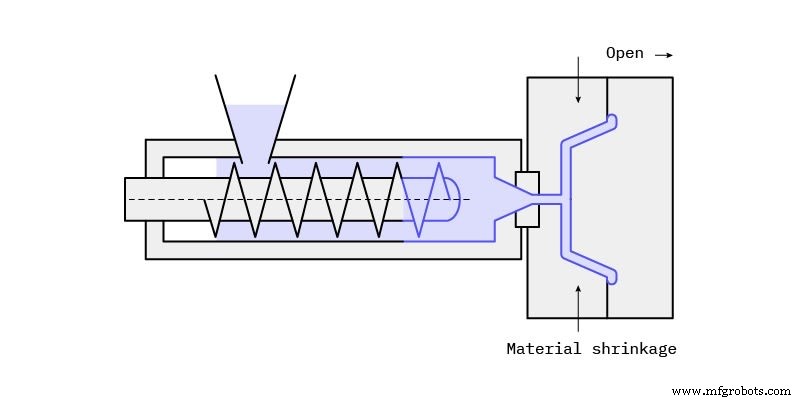
По мере того как расплавленный пластик течет в закрытую форму и заполняет полость, материал сжимается внутри формы при охлаждении и в результате захватывает стержень.
Почему углы уклона необходимы для литья под давлением?
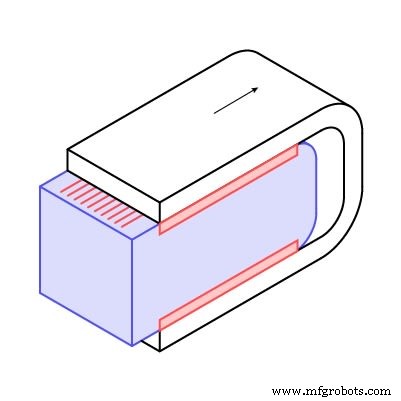
Без какой-либо конусности не только деталь будет поцарапана, но и форма будет подвергаться нежелательному износу. Это, в свою очередь, сократит срок службы инструмента. Вдобавок ко всему этому, вы, возможно, не сможете извлечь деталь в этом случае, а это означает, что вам придется остановить производство, чтобы вручную извлечь деталь из формы.
Что также важно, так это преодолеть силы вакуума, пропуская воздух между металлом и пластиком, чтобы деталь могла высвободиться должным образом. Добавление соответствующего угла уклона гарантирует, что коробление при выбросе будет предотвращено, при этом сохранится приличная косметическая отделка.
При литье под давлением вам также приходится иметь дело с неотъемлемым компромиссом между механизмом выброса и системой охлаждения — они оба конкурируют за недвижимое пространство внутри ядра. Если ваша деталь легко высвобождается по дизайну, вы упрощаете извлечение детали, предоставляя больше пространства системе охлаждения.
Таким образом, вместо многочисленных штифтов или втулок для выталкивания детали из сердечника вы оставляете много места для охлаждающих каналов, которые значительно сокращают время цикла. В результате вы получаете более конкурентоспособную цену за единицу для вашего проекта, что чрезвычайно выгодно, когда вы достигаете больших объемов производства.