


Дизайны, которые мы любим:литье под давлением
Есть много элементов дизайна, которые мы любим видеть в моделях, предназначенных для литья под давлением. Иногда мы получаем модели, которые просто прибивают это. Вы можете сказать, что дизайнер/инженер отлично понимает, что вы можете и чего не можете делать в процессе, и все начинается с твердых знаний о том, как работает литье под давлением.
Получите свой дизайн для проверки литья!
Если вам нужна формованная деталь, ваши проекты должны соответствовать этому процессу. Мы можем просмотреть вашу САПР и заранее определить, предназначена ли деталь для формовки, или мы можем предложить использовать другой вариант, например, 3D-печать или обработку на станках с ЧПУ. Мы можем даже предложить небольшие изменения, которые могут изменить мир к лучшему после начала производства деталей. Получение этого первоначального отзыва может сэкономить вам много головной боли, времени и денег в дальнейшем.
Охлаждение:влияние толщины на детали
Вы проектируете литые детали с учетом толщины стенки? Нам нравится видеть в моделях одинаковую толщину стенок. Это позволяет нам понять, что вы визуализировали, как формованные детали охлаждаются и затвердевают. Очень важно иметь одинаковую толщину стенок деталей от 0,060 до 0,120 дюйма (1,5–3,0 мм). чтобы детали охлаждались равномерно. С другой стороны, опасайтесь слишком большой экономии веса, поскольку это может привести к тому, что детали станут слишком хрупкими или их будет трудно заполнить.
Помимо использования одинаковой толщины, если вы проектируете тонкие стены, вы можете получить следующее:
- взлом
- подавленное охлаждение и, возможно, деформация, если они окружены толстыми стенами
- неполное заполнение или пропуски
- слабые линии плетения и точки излома
- чрезмерный/преждевременный износ на линии разъема
Сделайте стены слишком толстыми, и вы получите другой функциональный беспорядок:
- раковина
- пористость
- деформация
- линии потока
Выбор №1 на драфте ИЛИ Добавление 1 степени для разделения
Уклон — это (часто) небольшой угол, придаваемый деталям, чтобы гарантировать, что они могут легко выскочить из формы без повреждений. Надеюсь, вы добавите черновик автоматически. Если вы создаете в проекте деталь без уклона, у вас могут возникнуть трудности с ее добавлением в конце. Мы также рекомендуем не ожидать, что ваш поставщик решит, где должен быть черновик, а где нет. Это рискованно, когда они снабжают деталью вашу сборку. Сообщение местонахождения черновика в вашем дизайне может рассказать изготовителю пресс-форм правильную историю. Что нам нравится в черновиках, так это то, что их легко включить в ваши модели, поэтому всегда добавляйте их в свои проекты.
Осадка позволяет легко выталкивать или выталкивать детали из формы без дополнительного напряжения. Мы часто используем примеры приготовления пищи, такие как вафельницы или сковороды Bundt. Каждый из них имеет достаточную тягу, чтобы выпечка могла свободно выпадать из формы.
Косметическим деталям нужен больший уклон, особенно при нанесении текстур и полировки. Функциональные детали могут не нуждаться в такой большой осадке, но 1 градус должен быть минимальной осадкой, учитываемой при литье под давлением, особенно при использовании алюминиевых инструментов. Кроме того, число «1» легче набрать, чем «0,5» для половины градуса. Просто подумайте о цифре 1 (как минимум) при добавлении черновика.
Осадка в сочетании с одинаковой толщиной стенок позволяет детали охлаждаться внутри формы без заедания или скручивания, которые могут добавить внутреннее напряжение в деталь и форму. Если ваша часть картофельные чипсы внутри пресс-формы дополнительная блокирующая сила соединения деталей увеличивает нагрузку на систему выталкивания и может погнуть штифты выталкивателя и другие компоненты, что может привести к повреждению пресс-форм и простою. В худшем случае отсутствие тяги может привести к поломке алюминиевых и стальных элементов в форме, что приведет к дорогостоящему ремонту как в долларах, так и во времени.
Почему мы любим радиусы (и почему вы тоже должны это делать)
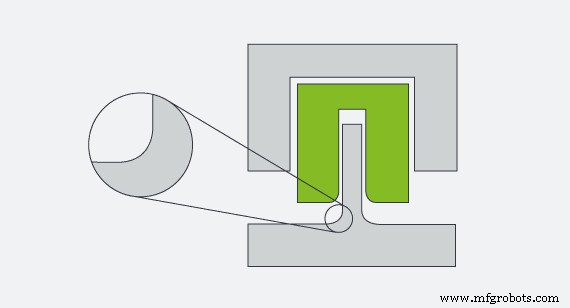
При литье под давлением мы пропускаем расплавленную смолу через полость. Смола ненавидит, когда ее загоняют в острый угол, особенно когда она охлаждает и расслабляет. Радиусы помогают уменьшить сдвиг и турбулентность, создаваемые острыми углами и резкими изменениями потока. Острый край на ваших деталях, естественно, хочет расслабиться и сформировать небольшой радиус, поэтому придайте ему то, что он хочет отражать — кривую, а не острый угол. Добавление радиусов к внутренним углам геометрии вашей детали имеет решающее значение для обеспечения аккуратного извлечения детали из пресс-формы.
Приготовься! Наденьте шляпы визуализации и очки — ваша часть — это положительная форма. Плесень — это негативная форма, разделенная пополам. Таким образом, внутренний угол с вашей стороны — это внешний угол формы. По мере остывания деталь сжимается. Когда это происходит, внутренний угол детали сильнее прижимается к внешнему углу формы. Если этот внешний угол формы острый, пластиковая деталь в конечном итоге будет касаться острого края. Это приводит к захвату или защемлению этого острого угла, создавая захват или связывание. Эжекторные системы должны отталкивать этот захват, что создает напряжение в пресс-форме и на детали. В итоге вы получите сломанные детали, возможно сломанные формы и плохо обработанные детали, поскольку формовщик пытается снизить риск как для формы, так и для деталей заказчика.
Если вы используете сквозные стержни, чтобы отказаться от дорогостоящих инструментов, таких как подъемники, кулачки и другие технологии формирования поднутрений, им также нужны радиусы на углах. Слишком часто мы создаем решения для снижения затрат, проецируя поднутрение в детали для формирования проходного стержня без создания угловых рельефов или добавления места для радиусов, чтобы облегчить извлечение детали из формы. Итог:не забывайте про радиусы.
Смола ходит по кругу и выходит здесь
Кажется забавным говорить это опытным проектировщикам деталей, но помните:модели для литья под давлением требуют отверстия (ворота) для подачи смолы в полость и выталкивающих штифтов для выталкивания детали из формы. Вы, наверное, знали это, и это делает нас счастливыми. Вот еще несколько советов, которые помогут подготовить дизайн к лепке.
Стандартное литье с одной полостью и литье с быстрым временем поворота по умолчанию используют литниковый затвор. Это просто, эффективно и не требует специального оборудования. Потребители привыкли видеть крупносерийные детали со скрытыми или замаскированными литниками. Как правило, компании платят значительные авансовые платежи за добавление специальных гейтов, чтобы скрыть это. Это дорого и требует длительных сроков, чтобы скрыть ваши ворота. Ворота с выступами не требуют времени, их просто нужно разрезать по линии разъема, и — бум — можно приступать к формовке деталей.
Нужны выталкивающие штифты. Они просты и эффективны. Хорошей новостью является то, что обычно у части есть сторона показа и сторона не показа. Невидимая сторона находится внутри сборки — внутри оболочки или корпуса. Где вы можете испытывать трудности, так это в том случае, если вы делаете что-то вроде мыльницы, где внутренняя часть — это демонстрационная сторона. Помните, что деталь усаживается на форму по мере остывания. Это может привести к тому, что он прилипнет к форме, что потребует от формовщика поместить внутреннюю часть детали на сторону выталкивателя, а также потребуются штифты выталкивателя, чтобы вытолкнуть теперь меньшую деталь из сердцевины формы. Это оставляет маленькие круглые детали внутри нашей мыльницы, бич индустрии мыльниц.
Нам нравится видеть файлы САПР, в которых очевидно, что дизайнер учёл процесс литья под давлением. Что нам нравится еще больше, так это то, что вы заранее загружаете свой файл САПР, чтобы получить отзывы о своей геометрии и нашем производственном процессе. Если вы не совсем усвоили все правила, начните диалог с нами на ранней стадии проектирования, чтобы мы могли помочь вам найти лучшую часть в кратчайшие сроки. Ожидание завершения вашего дизайна может вас удивить, когда формовщик попросит внести изменения. Это также может повлиять на дополнительные детали в вашей сборке прямо в тот момент, когда вы готовы купить.
Итак, это некоторые из вещей, которые мы любим видеть в моделях CAD для литья под давлением. Узнайте об элементах дизайна, которые нам нравятся в других направлениях наших услуг:обработка на станках с ЧПУ, 3D-печать и изготовление листового металла.
Промышленные технологии
- Дизайн литьевых деталей, часть 5:черновик
- Почему конструкция угла уклона необходима для литья под давлением?
- Что такое реакционное литье под давлением
- Литье против литья под давлением
- Термоформование против реакционного литья под давлением (RIM)
- Литье под давлением против реактивного литья под давлением (RIM)
- Литье под давлением против реакционного литья под давлением
- Литье алюминия под давлением в производстве продукции
- Литье под давлением с подрезом:эффективное использование поднутрений в конструкциях для литья под давлением…
- Варианты материалов для литья под давлением