


Самое полное описание процесса кастинга
Классификация процесса литья
- Литье в песчаные формы
- Отливка в оболочку
- Литье по выплавляемым моделям
- Литье под давлением
- Литье под низким давлением
- Центробежное литье
- Гравитация
- Вакуумное литье
- Сжатие литья
- Литье по выплавляемым моделям
- Постоянная трансляция
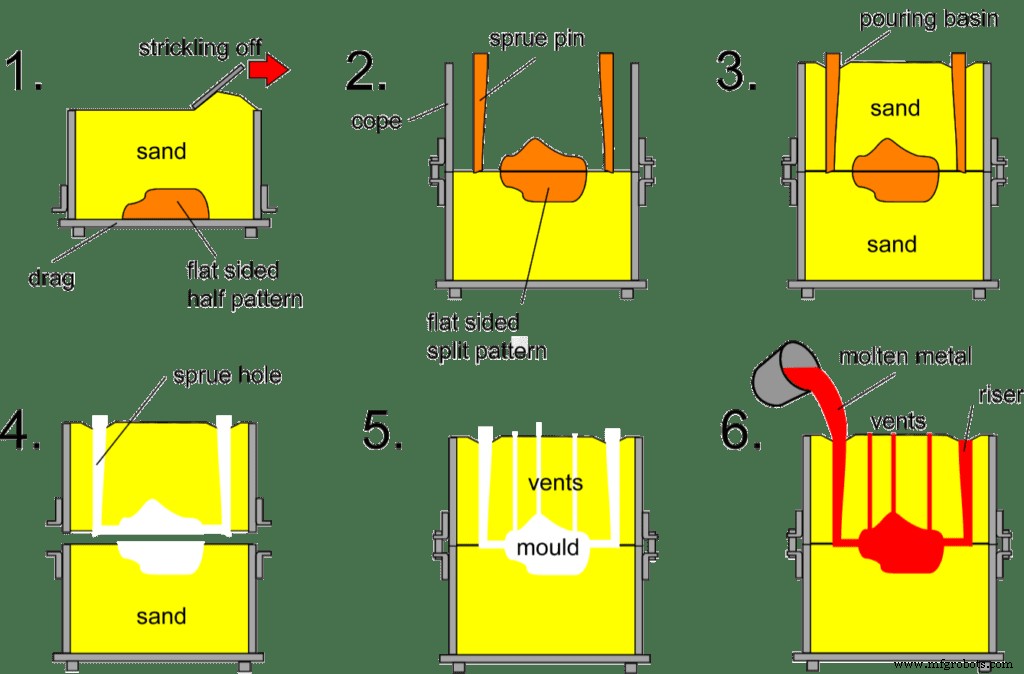
Отливка в песчаные формы

Литейный способ изготовления отливок в песчаные формы. Отливки из стали, железа и большинства цветных сплавов можно получить методом литья в песчаные формы.
Ход процесса:
Технические характеристики:
- Подходит для изготовления заготовок сложной формы, особенно со сложной внутренней полостью;
- Широкая адаптируемость и низкая стоимость;
- Для некоторых материалов с низкой пластичностью, таких как чугун, литье в песчаные формы является единственным формовочным процессом для изготовления деталей или заготовок.
Применение:
Блок цилиндров автомобильного двигателя, головка блока цилиндров, коленчатый вал и другие отливки.
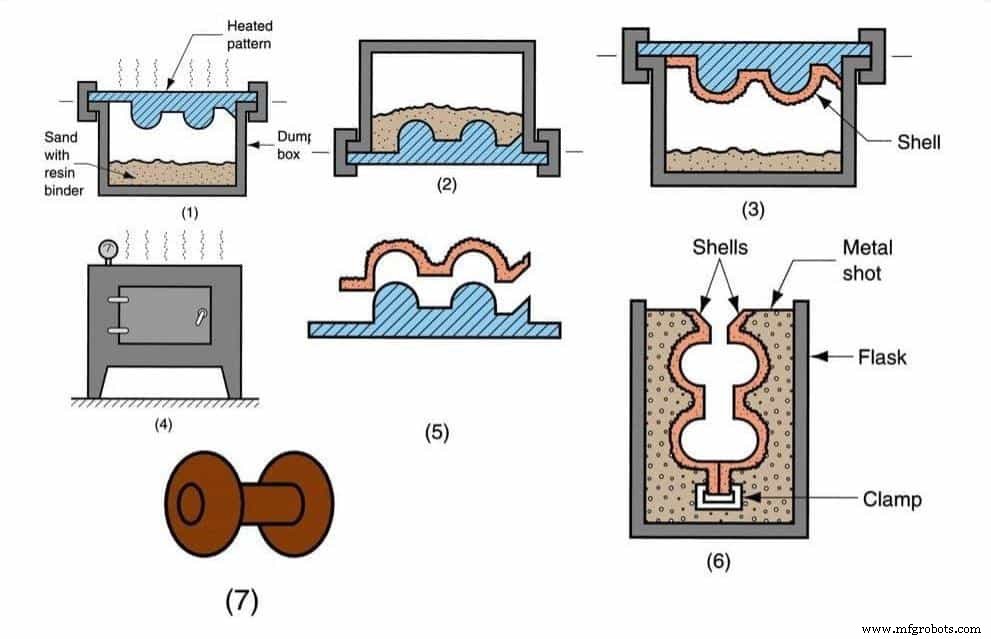
Отливка в оболочку

Литье в оболочку — это процесс литья в расходуемую форму, то есть расплавленный металл заливают в одноразовую форму. Покрытый смолой песок покрывается нагретой многоразовой металлической формой для затвердевания в тонкую оболочку формы, а затем нагревается и затвердевает тонкая оболочка формы для достижения достаточной прочности и жесткости. Следовательно, после того, как верхняя и нижняя оболочки пресс-формы будут зажаты струбцинами или склеены смолой, может быть сформирована одноразовая пресс-форма.
Ход процесса:
Технические характеристики:
Преимущества:
- Может реализовать автоматизированное массовое производство;
- Хорошее качество поверхности и точность обработки, которые могут снизить затраты на последующую обработку;
- Возможно изготовление крупных деталей и сложных форм;
- Низкая стоимость формы и меньше отходов.
Недостатки:
- Смола, используемая при литье в оболочковые формы, дорогая;
- Многоразовая металлическая форма должна быть изготовлена с высокой точностью и стоит дорого;
- Во время заливки выделяется раздражающий газ;
- Отливки низкой прочности с высокой пористостью.
Применение:
Подходит для производства различных малых и средних отливок из сплавов большими партиями, с высокой точностью размеров, тонкостенными и сложными формами, такими как головка блока цилиндров, шатун, коллектор и т. д.
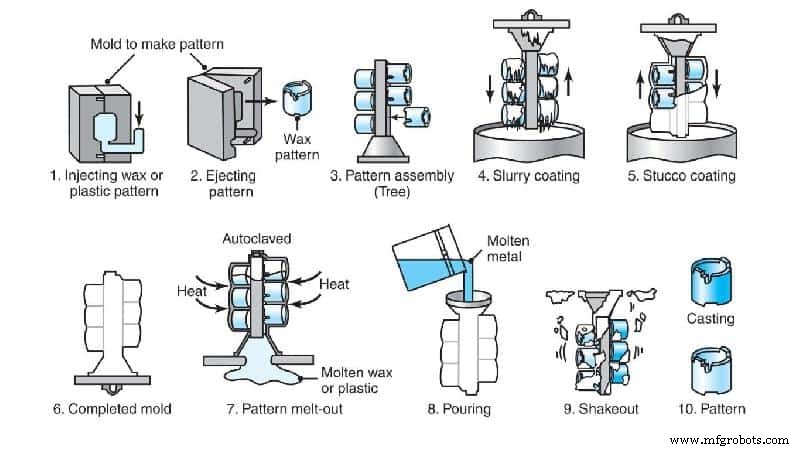
Литье по выплавляемым моделям

Обычно это относится к схеме литья, в которой плавкий материал превращается в шаблон, на поверхность шаблона наносится несколько слоев огнеупорных материалов, чтобы сделать оболочку формы, а затем шаблон выплавляется из оболочки формы, поэтому как получить форму без поверхности разъема, которую после высокотемпературного обжига можно заполнить песком. Его часто называют «литьем по выплавляемым моделям».
Ход процесса:
Технические характеристики:
Преимущества:
- Высокая размерная и геометрическая точность;
- Высокая шероховатость поверхности;
- Возможна отливка сложных отливок, причем литейный сплав не ограничен.
Недостатки:
Сложный процесс и высокая стоимость.
Применение:
Подходит для изготовления мелких деталей сложной формы, требующих высокой точности или других трудностей обработки, таких как лопатки турбинных двигателей.
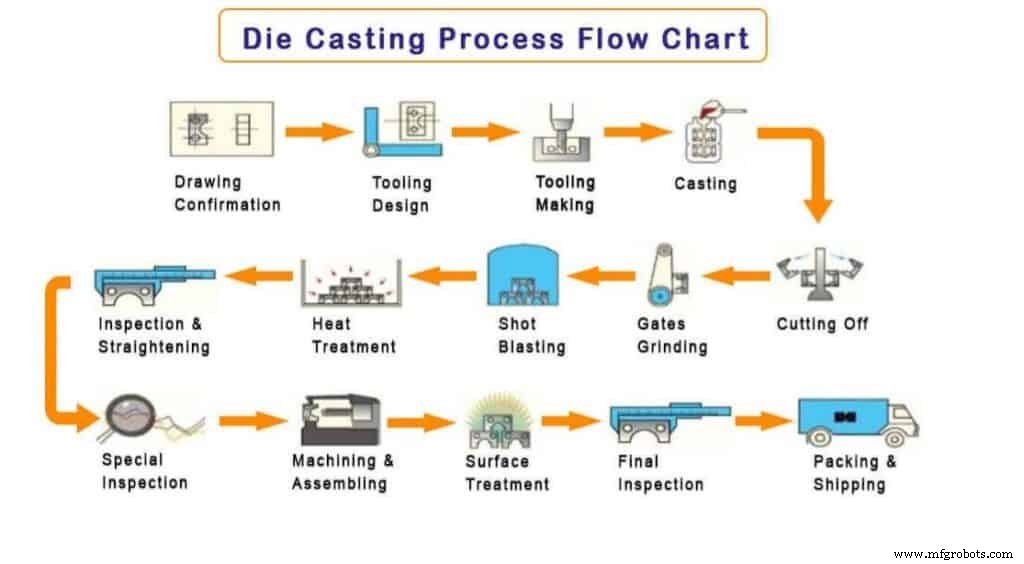
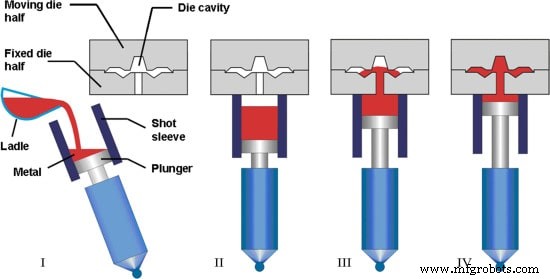
Литье под давлением
Высокое давление используется для вдавливания расплавленного металла в прецизионную полость металлической формы на высокой скорости, а расплавленный металл охлаждается и затвердевает под давлением для формирования отливок.
Ход процесса:
Технические характеристики:
Преимущества:
- Расплавленный металл выдерживает высокое давление и высокую скорость потока;
- Высокое качество продукции, стабильный размер и хорошая взаимозаменяемость;
- Высокая эффективность производства и длительный срок службы формы для литья под давлением;
- Подходит для массового производства с хорошей экономической выгодой.
Недостатки:
- Отливки склонны к образованию мелких пор и усадочной пористости;
- Непригоден для работы в условиях ударных нагрузок и вибрации из-за низкой пластичности литья под давлением;
- Литье под давлением сплава с высокой температурой плавления может сократить срок службы формы для литья под давлением и повлиять на расширение производства литья под давлением.
Применение:
Литье под давлением сначала использовалось в автомобильной промышленности и приборостроении, а затем постепенно распространилось на различные отрасли, такие как сельскохозяйственное машиностроение, станкостроение, электронная промышленность, национальная оборонная промышленность, компьютеры, медицинское оборудование, часы, камеры, бытовая техника и т.д. другие отрасли.
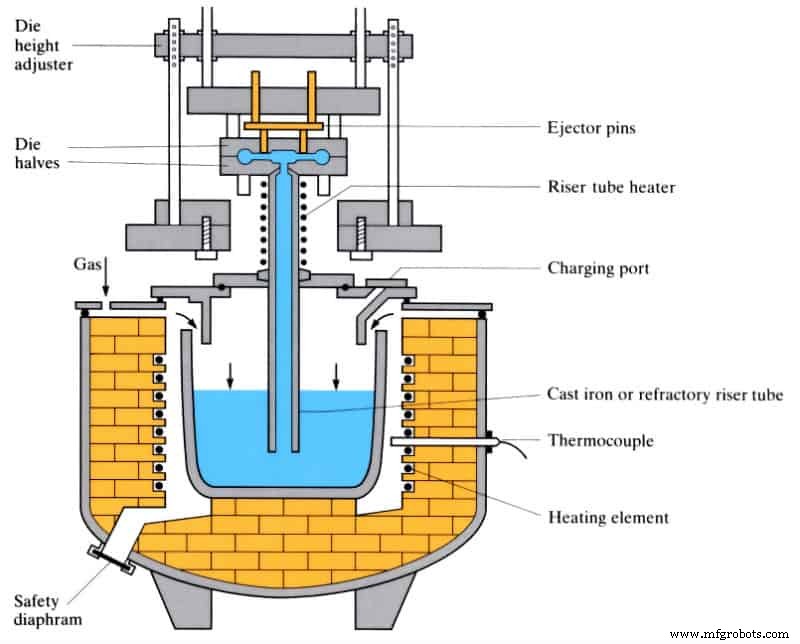
Литье под низким низким давлением

Это относится к методу заполнения формы расплавленным металлом при более низком давлении (0,02~0,06 МПа) и кристаллизации под давлением для формирования отливок.
Ход процесса:
Технические характеристики:
- Давление и скорость во время заливки можно регулировать, поэтому его можно применять к различным литейным формам (металлическим формам, песчаным формам и т. д.), подходящим для литья различных сплавов и отливок различных размеров;
- Применяется заполнение типа нижнего впрыска, заполнение расплавленным металлом стабильно и без разбрызгивания, что позволяет избежать захвата газа и очистки стенки формы и сердечника, что повышает квалификацию скорости литья;
- Отливки кристаллизуются под давлением, имеют плотную структуру, четкие очертания, гладкую поверхность и высокие механические свойства, что особенно выгодно для отливок с большими и тонкими стенками;
- Подающий стояк отсутствует, а коэффициент использования металла увеличен до 90 ~ 98%;
- Низкая трудоемкость, хорошие условия труда, простое оборудование, легко реализуемая механизация и автоматизация.
Применение:
В основном традиционные продукты (головка блока цилиндров, ступица колеса, рама цилиндра и т. д.).
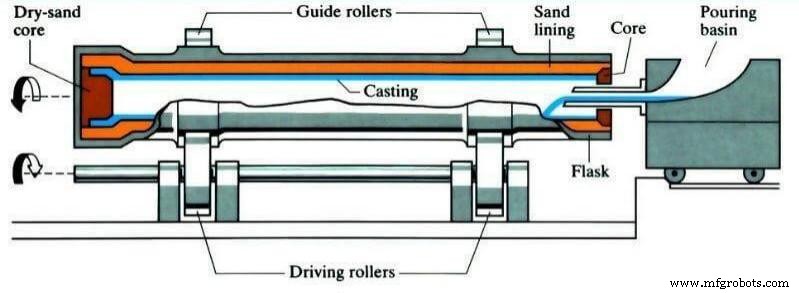
Центробежное литье

Метод литья, при котором расплавленный металл заливают во вращающуюся форму, а форма заполняется под действием центробежной силы для затвердевания расплавленного металла в форме.
Ход процесса:
Технические характеристики:
Преимущества:
- Металоемкость литниковой системы и стояка практически отсутствует, что повышает производительность процесса;
- При производстве полых отливок не требуется стержень литейной формы, поэтому при производстве длинных трубчатых отливок можно значительно улучшить заполняемость металлом;
- Меньшее количество пор, шлаковых включений и других дефектов, высокая плотность и высокие механические свойства отливок;
- Удобство изготовления отливок из композиционных металлов ствола и гильзы.
Недостатки:
- Существуют определенные ограничения в производстве отливок специальной формы;
- Низкое качество литья, неточный внутренний диаметр отверстия, шероховатая внутренняя поверхность отверстия и большой припуск на механическую обработку;
- Отливки склонны к расслоению по удельному весу.
Применение:
Центробежное литье впервые было использовано для производства литых труб. Процесс центробежного литья используется в металлургии, горнодобывающей промышленности, транспортном, дренажном и ирригационном машиностроении, авиации, национальной обороне, автомобилестроении и других отраслях промышленности для производства отливок из стали, железа и цветных углеродных сплавов. Среди них наиболее распространены центробежная чугунная труба, гильза цилиндра и втулка вала двигателя внутреннего сгорания.
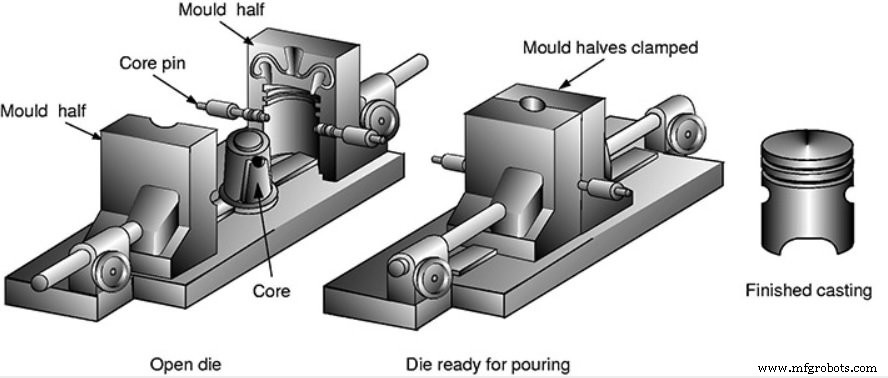
Гравитация

Это относится к методу формования, при котором расплавленный металл заливается в металлическую форму под действием силы тяжести, охлаждается и затвердевает в форме для получения отливок.
Ход процесса:
Технические характеристики:
Преимущества:
- Большая теплопроводность и теплоемкость металлической формы, быстрая скорость охлаждения, плотная структура отливки и механические свойства примерно на 15% выше, чем у деталей, отлитых в песчаные формы;
- Отливки с высокой точностью размеров и низкой шероховатостью поверхности с хорошей стабильностью качества;
- Поскольку песчаная сердцевина не используется или используется редко, она может улучшить окружающую среду, уменьшить количество пыли и вредных газов и снизить трудоемкость.
Недостатки:
- Сама металлическая форма не имеет воздухопроницаемости, поэтому необходимо принять определенные меры для отвода воздуха в полости и газа, выделяемого песчаным сердечником;
- Металлическая форма не деформируется, а отливка склонна к растрескиванию при затвердевании;
- Длительный производственный цикл и высокая себестоимость металлоформы могут показать хороший экономический эффект только при массовом производстве.
Применение:
Гравитационное литье подходит не только для массового производства цветных сплавов, таких как отливки из алюминиевых и магниевых сплавов сложной формы, но также подходит для производства металлических отливок и слитков из железа и стали.
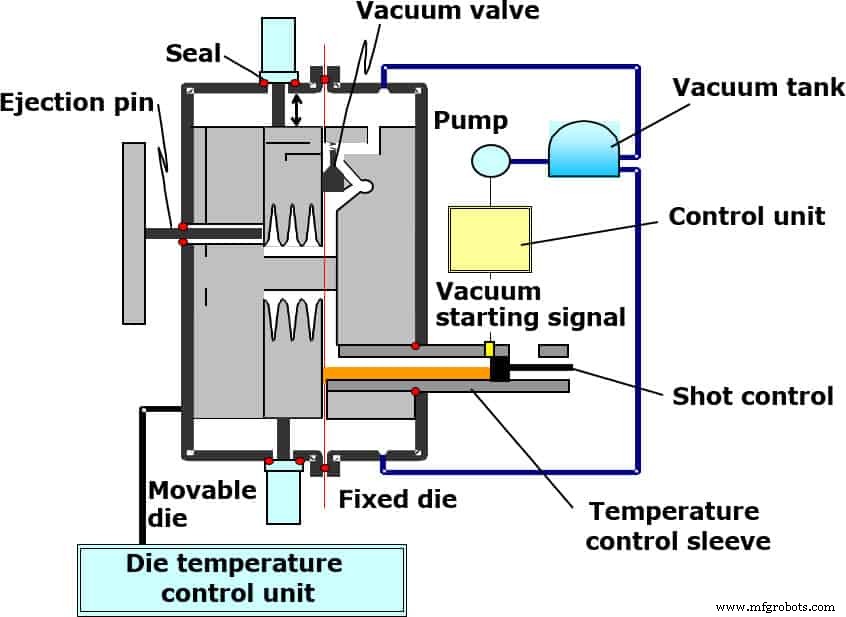
Вакуумное литье
Усовершенствованный процесс литья, который устраняет или значительно уменьшает поры и растворенные газы в отливках за счет удаления газа из полости литейной формы в процессе литья, тем самым улучшая механические свойства и качество поверхности отливок.
Ход процесса:
Технические характеристики:
Преимущества:
- Устранить или уменьшить поры внутри отливок, улучшить механические свойства и качество поверхности отливок, а также улучшить характеристики покрытия;
- Уменьшите противодавление полости, можно использовать сплав с низким удельным давлением и плохими характеристиками литья, а также можно отливать большие отливки с помощью небольших машин;
- Условия заполнения улучшаются, и можно изготавливать отливки с меньшей толщиной стенки.
Недостатки:
- Более высокая стоимость из-за сложной герметизирующей конструкции пресс-формы, сложности в изготовлении и установке.
- Эффект не очень значителен, если метод вакуумного литья неправильно контролируется.
Сжатие Castin г

Это метод затвердевания и формирования потоков жидкого или полутвердого металла под высоким давлением для непосредственного получения деталей или заготовок. Он имеет преимущества высокой степени использования жидкого металла, упрощенного процесса и стабильного качества. Это энергосберегающая технология обработки металлов давлением с потенциальными перспективами применения.
Ход процесса:
Прямое сжатие:
напыление покрытия, заливка сплава, закрытие формы, повышение давления, поддержание давления, сброс давления, разделение формы, извлечение заготовки из формы и повторная установка;
Непрямое сжатие:
напыление покрытия, закрытие формы, подача, заполнение формы, повышение давления, поддержание давления, сброс давления, разделение формы, извлечение заготовки из формы и сброс.
Технические характеристики:
- Может устранять внутренние дефекты, такие как поры, усадочные отверстия и усадочная пористость;
- Низкая шероховатость поверхности и высокая точность размеров.
- Может предотвратить появление трещин в литье;
- Простота реализации механизации и автоматизации.
Применение:
Его можно использовать для производства различных типов сплавов, таких как алюминиевый сплав, цинковый сплав, медный сплав, ковкий чугун и т. д.
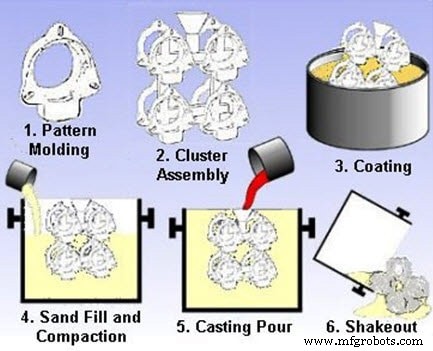
Литье по выплавляемым моделям

Литье по выплавляемым моделям (также известное как литье по полной форме):
Это новый тип метода литья, который связывает и объединяет модели из парафинового воска или пены, аналогичные по размеру и форме отливкам, в кластеры моделей. После чистки и высушивания огнеупорного покрытия закапывают его в сухой кварцевый песок для вибромоделирования, заливают под отрицательным давлением для газификации модели, жидкий металл занимает положение модели и после затвердевания и охлаждения образует отливку.
Ход процесса:
предварительное вспенивание→формование пеной→покрытие погружением→сушка→
моделирование→заливка→присыпание песком→очистка
Технические характеристики:
- Высокоточные отливки, не требуется песчаный стержень, поэтому время обработки экономится;
- Отсутствие разделяющей поверхности, гибкий дизайн и широкие возможности дизайна.
- Чистое производство без загрязнения;
- Снижение капиталовложений и производственных затрат.
Применение:
Подходит для производства прецизионных отливок различных размеров со сложной структурой, неограниченным количеством типов сплавов и производственных партий. Например, коробка двигателя из серого чугуна, колено из высокомарганцовистой стали и т. д.
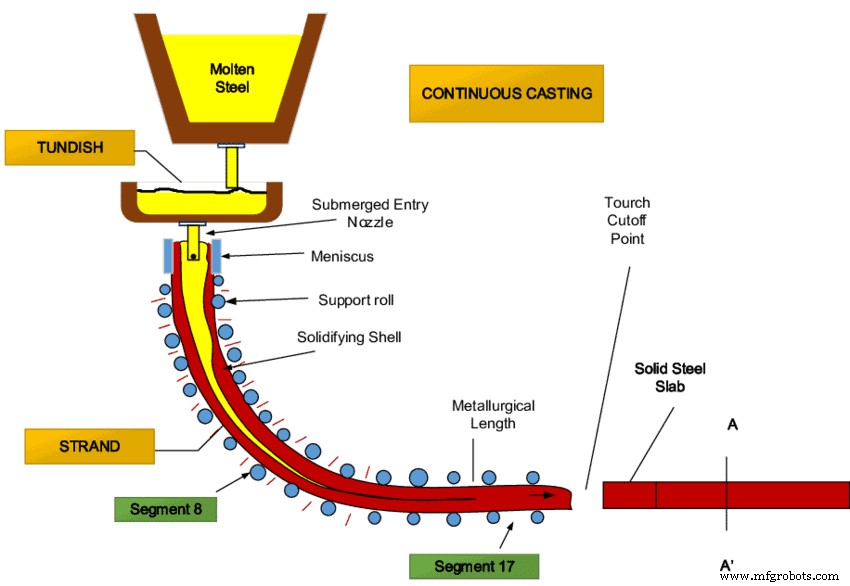
Постоянная трансляция

Непрерывная трансляция является передовым методом литья, принцип которого заключается в непрерывной заливке расплавленного металла в специальную металлическую форму, называемую кристаллизатором. Затвердевшая (покрытая коркой) отливка непрерывно вытягивается из другого конца кристаллизатора. Этим методом литья можно получить отливки любой длины или определенной длины.
Ход процесса:
Технические характеристики:
- чувственный кристалл, однородная структура и хорошие механические свойства, так как металл быстро охлаждается;
- Экономия металла и увеличение выхода;
- Упрощенный процесс, исключающий моделирование и другие процессы, снижающий трудоемкость и значительно уменьшающий требуемую производственную площадь;
- Легко реализовать механизацию и автоматизацию, повысить эффективность производства.
Применение:
Метод непрерывного литья может использоваться для литья стали, железа, медного сплава, алюминиевого сплава, магниевого сплава и других длинномерных отливок с неизменной формой сечения, таких как слитки, слябы, прутковые заготовки, трубы и т. д.
Промышленные технологии
- 6-этапный процесс литья в оболочку
- Четыре основных подхода к отливке в постоянные формы
- Краткий обзор процесса трансляции
- Понимание процесса непрерывного литья стали
- Контроль и влияние температуры в процессе литья под давлением
- Знать о процессе литья металла
- Весь процесс изготовления пресс-форм
- Понимание процесса изготовления оболочек для литья по выплавляемым моделям
- Введение в процесс литья по выплавляемым моделям из нержавеющей стали
- Когда выбирать процесс литья смолы в песчаные формы