


Что такое литье по выплавляемым моделям и как оно работает
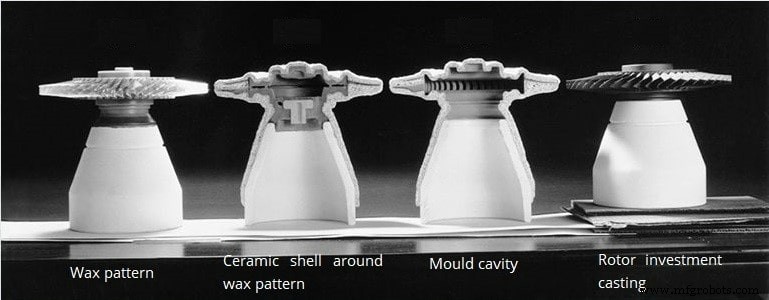
- Литье по выплавляемым моделям является одним из многовековых процессов производства металла, который насчитывает 5000 лет. В своих самых ранних формах пчелиный воск использовался для формирования узоров, необходимых для процесса литья. Сегодня для изготовления моделей обычно используются более совершенные воски, огнеупорные материалы и специальные сплавы. Расплавленный металл заливается в форму, образованную из огнеупорного керамического материала с включенным восковым рисунком. Воск расплавляется, и расплавленный металл затвердевает внутри керамической формы, а затем вылупляются металлические детали отливки. Вот почему литье по выплавляемым моделям часто называют «литьем по выплавляемым моделям».
- Литье по выплавляемым моделям названо так потому, что в ходе этого процесса модель покрывается (окружается) огнеупорным материалом для изготовления формы, а в форму заливается расплавленное вещество. Большинство металлов могут быть изготовлены путем литья по выплавляемым моделям, таких как алюминиевые сплавы, латунь, медные сплавы, бронзовые сплавы, стальные сплавы, чугун, нержавеющая сталь.
- Полость внутри огнеупорной формы является точной копией желаемой детали. Из-за твердости используемых огнеупорных материалов в процессе литья по выплавляемым моделям обычно создаются сложные высокоточные детали с превосходной обработкой поверхности, такие как лопасти турбины или огнестрельное оружие. составные части. Также распространены высокотемпературные применения, включая детали для автомобильной, авиационной и военной промышленности. Иногда литье по выплавляемым моделям также может уменьшить или даже исключить необходимость механической обработки, которая зачастую является единственным экономичным способом изготовления детали.
- Литье по выплавляемым моделям из жидкого стекла и кремнеземного золя в настоящее время является двумя основными методами литья по выплавляемым моделям. Основные отличия заключаются в шероховатости поверхности и стоимости отливки. Метод жидкого стекла депарафинизируется в высокотемпературной воде, а керамическая форма изготавливается из кварцевого песка жидкого стекла. Метод с использованием кремнеземного золя приводит к депарафинизации во время вспышки, а цирконовый песок из кварцевого золя образует керамическую форму. Метод золя кремниевой кислоты стоит дороже, но имеет лучшую поверхность, чем метод жидкого стекла. Precise Cast предлагает клиентам в различных отраслях как литье по выплавляемым моделям, так и литье жидкого стекла, охватывающее различные веса компонентов литья.
Основные этапы процесса литья по выплавляемым моделям
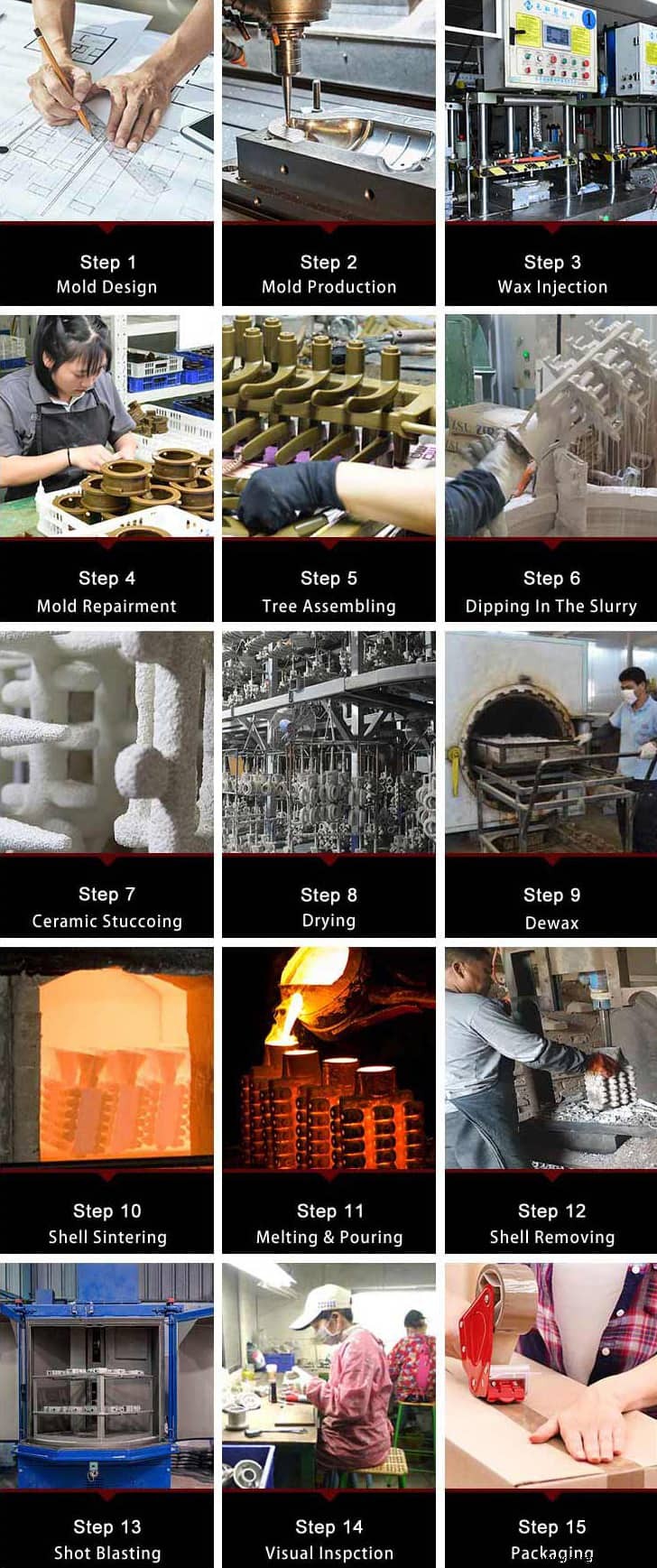
Этапы процесса литья по выплавляемым моделям при точном литье:
Мы можем производить высококачественные отливки по выплавляемым моделям различных размеров и форм. В нашем литейном цехе процесс литья по выплавляемым моделям осуществляется с использованием самых передовых технологий в Китае. Во всем процессе доступны цельнометаллические сплавы, мы можем настроить отливки по выплавляемым моделям в соответствии с вашими спецификациями материала.
Разработка и изготовление форм для литья по выплавляемым моделям:
Это первый шаг в процессе литья по выплавляемым моделям, основа для получения точных изделий, а также основной шаг для изготовления восковых моделей. Precise Cast имеет обрабатывающие центры с ЧПУ мирового класса для производства высокоточных форм для литья и предлагает быстрое обслуживание инструментов. для наших клиентов.
Изготовление восковых моделей:
Шаблон, дублирующий геометрию готовой детали, создается двумя основными способами:
Сделайте штамп для инъекций воска:восковой шаблон получается путем впрыскивания воска в шаблон. Мы получим модель с такими же размерами, как желаемые продукты. Затем мы повторим инжекцию для других восковых моделей
Восковая модель, напечатанная на 3D-принтере
Восковая сборка:
После того, как восковые модели будут готовы, они будут собраны в полозья, а затем в готовое дерево, готовое к погружению.
Штукатурка:
После нанесения суспензии на поверхность мокрой сборки дерева падают частицы песка, что способствует утолщению и укреплению слоя покрытия на поверхности восковой сборки.
Депарафинизация:
Воск внутри недавно построенной оболочки теперь удаляют, помещая оболочку в автоклав для паровой депарафинизации или печь с мгновенным пламенем. Воск будет расплавляться и вытекать через ворота и выливаться при высокой температуре. Формы с керамической оболочкой необходимо обжечь, чтобы выжечь последние следы материала модели, а затем предварительно нагреть форму для подготовки к отливке. Обычно в диапазоне 1600-2000 градусов по Фаренгейту, поэтому литье по выплавляемым моделям также называют «литьем по выплавляемым моделям».
Отливка или заливка:
Расплавленный металл заливают в предварительно нагретые полости кристаллизатора. Литье или заливка — ключевой этап всего процесса литья по выплавляемым моделям.
Охлаждение:
Затем форму оставляют, чтобы расплавленный металл остыл и затвердел при комнатной температуре, после чего он становится окончательным литьем.
Удаление оболочки:
Затем материал оболочки удаляется с помощью таких процессов, как выбивание молотком, вибрация или дробеструйная обработка стальным песком.
Отрезанные отливки:
Затем готовые отливки отделяют от литника и литейной системы, а затем удаляют лишний металл с корпуса отливки путем шлифовки.
Завершение:
Затем используются различные методы отделки, включая термообработку, шлифовку, полировку, дробеструйную/пескоструйную очистку и нанесение покрытия для получения требуемой конечной поверхности.
Термическая обработка:процесс термообработки может улучшить механические свойства литейных заготовок. Основными процессами термической обработки являются нормализация, отпуск, отжиг, закалка, а также отпуск, цементация.
Дробеструйная/пескоструйная обработка:для удаления окалины и улучшения качества поверхности отливки по выплавляемым моделям подвергаются дробеструйной или пескоструйной очистке небольшими стальными шариками.
Антикоррозионная масляная окраска и обработка поверхности:во избежание ржавчины отливки погружают в антикоррозийную воду или масло. На этом этапе также могут быть выполнены другие виды обработки поверхности, такие как напыление краски, цинкование.
Проверка качества:
Проверка также является одним из наиболее важных этапов контроля качества деталей для литья по выплавляемым моделям. После завершения отделочных операций детали проверяются в соответствии с техническими чертежами и требованиями. Для поверхностей проводится визуальная и флуоресцентная пенетрантная дефектоскопия, а для выявления дефектов под поверхностью применяется рентген.
Основное применение литья по выплавляемым моделям
- Литье по выплавляемым моделям подходит для литья металлов с высокой температурой плавления. Из-за того, что литье по выплавляемым моделям может производить всевозможные продукты, оно имеет универсальное промышленное применение.
- К деталям, которые обычно изготавливаются с помощью технологии литья по выплавляемым моделям, относятся детали сложной конструкции, такие как лопатки турбин или компоненты огнестрельного оружия (ствольные коробки, спусковые крючки и курки). Литье по выплавляемым моделям используется даже производителями оборудования для производства напитков и международными производителями клапанов сброса давления в нефтегазовой промышленности. Детали для литья по выплавляемым моделям также широко используются в аэрокосмической, медицинской, ювелирной, автомобильной, авиационной и военной промышленности.
- Из компонентов, изготовленных методом литья по выплавляемым моделям, также получаются такие продукты, как зубные протезы, зубчатые колеса, кулачки, трещотки, ювелирные изделия, компоненты машин и другие детали сложной геометрии. В результате можно с уверенностью сказать, что независимо от вашей отрасли, если ваш бизнес может извлечь выгоду из преимуществ деталей и компонентов, литых по выплавляемым моделям, они могут быть идеальным вариантом металла для любого и всех ваших проектов.
Преимущества процесса литья по выплавляемым моделям
Диапазон размеров:
Можно производить отливки весом более 1000 фунтов, хотя большинство деталей для литья по выплавляемым моделям имеют небольшие размеры. Эта способность ограничена несколькими литьями по выплавляемым моделям и требует специального профессионального метода обработки. Вес большинства отливок обычно колеблется от унций до 20 фунтов.
Многофункциональные и сложные формы:
- С помощью литья по выплавляемым моделям можно добиться высокоточных допусков и сложных внешних контуров деталей, и оно может даже соответствовать техническим требованиям, которые не могут быть выполнены с помощью станков. Литье по выплавляемым моделям позволяет придать деталям стандартную чистую форму или форму, близкую к чистой, что значительно снижает стоимость обработки после литья.
- Процесс литья по выплавляемым моделям является лучшей альтернативой процессам сварки и изготовления. Литье по выплавляемым моделям может реализовать объединение нескольких компонентов в одну отливку для производства, что не только снижает сложность производства, но также повышает эффективность производства и точность размеров.
Точная и гладкая поверхность:
- Заливая воск в полированную алюминиевую форму, можно получить гладкий узор. 125 Микрофиниш является стандартным, но распространены и более тонкие поверхности.
- Керамическая оболочка построена на основе партерна. В отличие от двух полуформ литья в песчаные формы, литье по выплавляемым моделям не имеет линии разъема для одной формы. Стандарт поверхностного дефекта будет согласован после обсуждения с клиентами в зависимости от его функции.
Точность размеров:
- Как правило, стандартный допуск для первого дюйма литья по выплавляемым моделям составляет +/-0,010 дюйма, а допуск для каждого последующего дюйма составляет +/-0,004 дюйма.
- Этап проектирования чертежа может уменьшить или даже исключить последующие требования к механической обработке отливок по сравнению с той же деталью без чертежа.
- Будь то отливка, обработанная деталь или производственный компонент, стоимость производства детали прямо пропорциональна требованиям к точности размеров. Благодаря тщательному анализу конструкции детали допуски, подрезы, глухие отверстия и т. д. детали изменяются для достижения цели увеличения производительности и снижения стоимости заготовки. Чем выше точность допусков отливок, тем меньше последующая обработка требуется для отливок по выплавляемым моделям, чем для других традиционных отливок или производственных компонентов.
Качество и целостность:
Жизненно важной характеристикой в этом процессе является целостность отливки. Литье по выплавляемым моделям имеет долгую историю предоставления услуг для требовательных секторов, таких как газотурбинные двигатели, нефтяная, химическая, оборонная и медицинская промышленность.
Меры предосторожности при использовании литья по выплавляемым моделям
Стоимость обработки:
Для небольших объемов литье по выплавляемым моделям может быть дороже, чем другие производственные процессы, если используются инструменты. В этом случае SLA или 3D-печать могут быть экономически выгодной альтернативой (даже для одного экземпляра).
Первоначальная стоимость литья также является ключевым фактором, когда речь идет о том, приносит ли литье по выплавляемым моделям наибольшую ценность. Форма для литья по выплавляемым моделям обычно состоит из нескольких частей, соединенных вместе для изготовления деталей сложной формы.
Эти затраты на раннее формование не являются незначительными, но они могут быть компенсированы отсутствием последующей механической обработки и/или изготовления.
Ограничения по размеру:
Выплавка по выплавляемым моделям позволяет создавать различные детали с большим диапазоном размеров и иметь меньше ограничений по сравнению с другими процессами литья, такими как литье в песчаные формы.
Время:
По сравнению с другими процессами, хотя процесс многоэтапного литья по выплавляемым моделям занимает больше времени, он требует меньше последующих операций обработки с ЧПУ, чем другие процессы.
Наше оборудование
| Имя оборудования | Количество | Среднее время обслуживания |
| Машина для литья воска | 30 наборов | 4 года |
| Виброполировальная машина | 12 наборов | 3 года |
| Водяной сварщик | 3 набора | 3 года |
| Сварочный аппарат | 15 наборов | 4 года |
| Протяжной станок | 2 набора | 5 лет |
| Печь для термообработки | 2 набора | 5 лет |
| Подставка для полировки и полировки | 50 наборов | 4 года |
| Пескоструйная машина | 15 наборов | 8 лет |
| Печь для спекания | 9 наборов | 8 лет |
| Стиральная машина | 10 наборов | 8 лет |
| Токарный автомат с ЧПУ швейцарского типа | 20 наборов | 4 года |
| Токарные станки с ЧПУ | 30 наборов | 5 лет |
| Обрабатывающий центр с ЧПУ | 25 наборов | 4 года |
| Установки для нарезания резьбы и сверления | 80 наборов | 6 лет |







You will get better service at Precise Cast, as we can meet all your unique rapid prototype investment casting needs. We can constantly and consistently supply rapid prototype &production service, striving our best to make your design ideas a reality. If you have specific requirements for prototype investment castings, please request a quote to know more.
Промышленные технологии
- Что такое плазменная дуговая сварка? - Детали и работа
- Что такое обработка лазерным лучом? - Типы и работа
- Что такое быстрое прототипирование? Типы и работа
- Что такое аддитивное производство? - Типы и работа
- Что такое протяжка? - Процесс, работа и типы
- Что такое химическая обработка? - Работа и процесс
- Что такое ультразвуковая обработка? - Работа и процесс
- Что такое сварка сопротивлением? - Типы и работа
- Что такое сварка трением? - Работа и применение
- Умное производство:что это такое и в чем его преимущества