


Процесс производства литья под давлением в деталях
Литье под давлением – это процесс литья металла. характеризуется использованием полости литейной формы для приложения высокого давления к расплавленному металлу. Формы обычно изготавливаются из высокопрочных сплавов, некоторые из которых аналогичны литью под давлением.
Большинство отливок изготавливают из цветных металлов, таких как цинк, медь, алюминий, магний, свинец, олово, свинцово-оловянные сплавы и их сплавы. В зависимости от типа литья под давлением требуется машина для литья под давлением с холодной камерой или машина для литья под давлением с горячей камерой.
В этом посте основной темой является производственный процесс. литья под давлением. Чтобы дать вам полное представление о процессе литья под давлением, мы познакомим вас с основными принципами 2. типы машин для литья под давлением и подробные производственные процедуры . Прочитав пост, вы значительно оптимизируете производственный процесс.
1. Два типа машин для литья под давлением
Машины для литья под давлением можно разделить на два типа:машины для литья под давлением с горячей камерой. и машины для литья под давлением с холодной камерой . Разница заключается в том, какую силу они могут выдержать. Типичное давление колеблется от 400 до 4000 тонн.
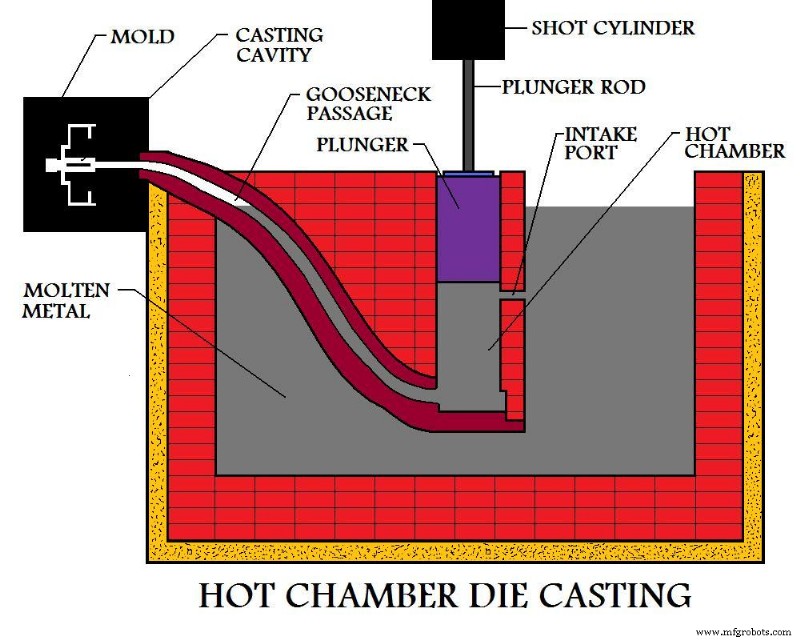
1.1 Машины для литья под давлением с горячей камерой
Литье под давлением в горячей камере, иногда называемое литьем под давлением на гибкой шее. , полагается на ванну расплавленного металла, заполняющую пресс-форму под давлением. В начале цикла поршень машины находится во втянутом состоянии, и в этот момент расплавленный металл может заполнить «гусиную шею».
Пневматический или гидравлический поршень сжимает металл и заполняет его в форму. К преимуществам этой системы относятся быстрое время цикла. (примерно 15 циклов в минуту), простая автоматизация и способность плавить металл .
Однако к недостаткам можно отнестиневозможность литья под давлением металла с высокой температурой плавления , а также литье под давлением алюминия , так как алюминий уносит железо из расплавленной ванны.
Таким образом, машины для литья под давлением с горячей камерой обычно используются для сплавов цинка, олова и свинца. Кроме того, литье под давлением с горячей камерой больше применяется для литья под давлением небольших отливок, а не крупных отливок.
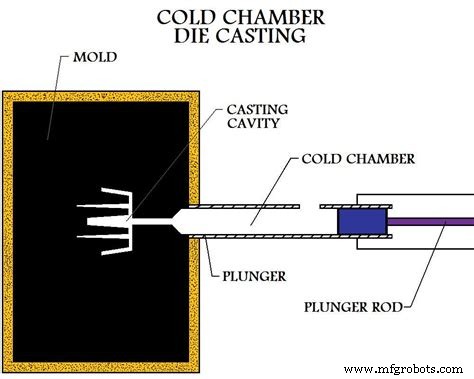
1.2 Машины для литья под давлением с холодной камерой
Холодное литье под давлением можно использовать для литья под давлением металлов, которые нельзя использовать в процессах литья под давлением с горячей камерой, включая сплавы алюминия, магния, меди и цинка с более высоким содержанием алюминия.
В этом процессе металл необходимо сначала расплавить в отдельном тигле. . Затем определенное количество расплавленного металла переносится в ненагретую инжекционную камеру или сопло. Эти металлы впрыскиваются в форму с помощью гидравлического или механического давления.
Из-за необходимости переноса расплавленного металла в холодную камеру самым большим недостатком этого процесса является длительный цикл времени. .
Машины для литья под давлением с холодной камерой также доступны в вертикальном и горизонтальном типах. Вертикальные машины для литья под давлением обычно представляют собой небольшие машины, тогда как горизонтальные машины для литья под давлением доступны в различных моделях.
2. Подробные этапы производства при литье под давлением
Процесс литья под высоким давлением состоит из четырех этапов, включая подготовку формы, заполнение, впрыскивание и вытряхивание, которые также являются основой для различных усовершенствованных процессов литья под давлением.
2.1 Подготовка
В процессе подготовки необходимо распылить смазку в полость. Помимо помощи в контроле температуры формы, смазка также может помочь удалить отливку, после чего форму можно будет закрыть.
2.2 Заполнение
Расплавленный металл заливается в форму под высоким давлением. , которое находится в диапазоне примерно от 10 до 175 МПа. Когда расплавленный металл заполнен, давление поддерживается до тех пор, пока отливка не затвердеет.
2.3 Внедрение
Затем матрицы открываются, и дробь (выстрелы отличаются от отливок тем, что в штампе может быть несколько полостей, что дает несколько отливок за один выстрел) выбрасывается выталкивающими штифтами.
Впрыск под высоким давлением приводит к очень быстрому заполнению формы, так что расплавленный металл может заполнить всю форму до того, как какая-либо часть затвердеет. Таким образом можно избежать неровностей поверхности даже в тонкостенных секциях, которые трудно заполнить.
Большинство литья под давлением можно использовать для изготовления конструкций, которые невозможно завершить литьем, например для сверления и полировки.
2.4 Встряхнуть
Процесс вытряхивания требует разделения лома, включая ворота, полозья, шпоры и заусенцы. Этот процесс обычно осуществляется путем выдавливания отливки через специальную форму для правки. Другие методы падения песка включают распиливание и измельчение.
2.5 Проверка дефектов
Дефекты можно проверить после завершения процесса вытряхивания. Наиболее распространенные дефекты включают застой и холодную высадку.
Это все, что вам нужно знать, когда вам нужно производить качественную продукцию с помощью технологии литья под давлением. Оставьте комментарий ниже, если у вас есть какие-либо вопросы.
Примечание. Мы не владеем изображениями, использованными в этом посте. Не стесняйтесь обращаться к нам, если они принадлежат вам, и мы удалим их как можно быстрее.
Производственный процесс
- Понимание процесса изготовления вала
- Плюсы и минусы литья под давлением
- Краткий обзор процесса трансляции
- Этапы процесса кастинга:4 основных шага | Производство
- Что входит в производственный процесс?
- Что такое процесс производства мыла?
- Какие существуют 4 типа производственного процесса?
- Преимущества поставщиков чугунного литья в качестве производственного процесса
- Простота гравитационного литья
- Понимание литья под давлением