


Внесение трибологических улучшений в поверхности отверстий

Этот «механо-химический» процесс может улучшить трибологические свойства ферромагнитных материалов, таких как сталь и чугун, путем полировки/платообразования при пропитке поверхности вольфрамом на наноуровне. Фото:Суннен
Часто хонингование является одной из заключительных операций обработки деталей с прецизионными отверстиями, которые должны соответствовать внутренним компонентам. По словам производителя хонинговального оборудования и абразивов Sunnen, этот процесс может исправить различные неблагоприятные условия отверстия, включая размер диаметра, раструб, волнистость, конусность, радугу, бочкообразную форму, вибрацию развёртки, следы растачивания и некруглые отверстия. Он может достигать допусков на диаметр отверстия ± 0,0002 дюйма, сохраняя при этом фирменную штриховку для удержания смазки.
Сделав шаг вперед, Sunnen недавно заключила партнерское соглашение со шведской компанией Applied Nano Surfaces (ANS), чтобы предложить технологию трибокондиционирования ANS на стандартном хонинговальном оборудовании Sunnen с ЧПУ. Трибокондиционирование, которое представляет собой процесс, выполняемый после хонингования и очень напоминающий операцию хонингования, может улучшить качество поверхности отверстия и герметичность при сгорании, одновременно снижая трение и износ между сопрягаемыми компонентами.
Это достигается за счет того, что компании называют «механо-химическим» процессом, предназначенным для улучшения трибологических свойств черных металлов (таких как сталь и чугун) путем полировки/платообразования при пропитке поверхности вольфрамом на наноуровне. .
Представьте себе типичную операцию хонингования:вращающийся инструмент (оправка), оснащенный абразивными брусками, входит и выходит из отверстия, смазанный маслом. Во время процесса инструмент расширяет абразивы, чтобы они контактировали с поверхностью отверстия, что позволяет им удалять небольшое количество материала, чтобы довести отверстие до нужного размера и отделки.
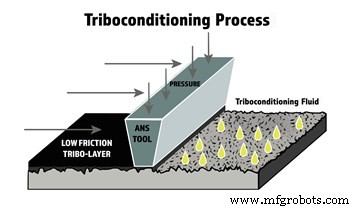
Давление твердосплавных «выступов» на поверхность отверстия в сочетании с выделяющимся теплом приводит к тому, что вольфрам в жидкости для трибокондиционирования проникает в поверхность основного материала на субмикронном уровне. Фото:Суннен
При трибокондиционировании абразивные камни заменяются шлифованными и полированными твердосплавными «выступами», а масло заменяется технологической жидкостью, содержащей вольфрам. Давление выступов на поверхность канала ствола в сочетании с выделяющимся теплом приводит к тому, что вольфрам в жидкости пропитывается — химически проникает и связывается — с поверхностью основного материала на субмикронном уровне. Поскольку вольфрам импрегнирован в основной материал, он не подвержен отслаиванию или отслаиванию, как это может произойти с другими применяемыми износостойкими покрытиями. (т. е. трибокондиционирование — это не процесс нанесения покрытия). Кроме того, он лучше сопротивляется разложению под действием растворителей, горюче-смазочных материалов. Кроме того, этот процесс создает эффект «во время выполнения» на хонингованной плоской поверхности, оставляя за собой основную штриховку хонингования.
Одно из применений, хорошо подходящих для трибокондиционирования, — это цилиндры и гильзы автомобильных двигателей, где снижение трения между этими компонентами и поршневыми кольцами означает меньшие потери энергии и сокращение выбросов. Кроме того, эффект полировки служит процессом «обкатки» для цилиндров и гильз, который в противном случае имел бы место после сборки и первого запуска двигателя. Кроме того, обработанные детали более совместимы со смазочными материалами с более низкой вязкостью, что обеспечивает лучшую экономию топлива двигателя без риска отказов, связанных с износом.
Для таких компонентов, как гильзы цилиндров, процесс создает поверхность «в рабочем состоянии» на хонингованной плоской поверхности, оставляя нижележащую хонинговальную штриховку.
Другими автомобильными компонентами, применимыми для трибокондиционирования на хонинговальных станках, являются подшипники, направляющие клапанов и шатуны. Этот процесс также подходит для зубчатых передач и гидравлических узлов, таких как картриджные клапаны.
Sunnen предлагает трибокондиционирование для использования на своих новых хонинговальных станках, но эта технология также может быть модернизирована для существующих станков, которые отвечают требованиям к прецизионной подаче и системам управления, необходимым для создания усилий, необходимых для процесса.
Но, помимо обработки поверхностей внутреннего диаметра, ANS разработала процессы трибообработки для поверхностей внешнего диаметра со сложной геометрией, включая распределительные валы, коленчатые валы и зубья шестерен, с использованием других традиционных платформ станочного оборудования.
Промышленное оборудование
- Java 9 — улучшения API процессов
- Объедините бизнес-аналитику и анализ процессов для принятия решений на основе данных
- Весь процесс изготовления пресс-форм
- Процесс изготовления пластиковых форм для литья под давлением и как будет меняться стоимость
- Как использовать поверхности для обработки сложной геометрии
- Облегчение токарной обработки с ЧПУ
- Включение обрабатывающего центра
- Производственное оборудование – Делаем производство простым и легким
- Bilfinger UK:претворение цифровизации в жизнь в обрабатывающей промышленности
- Понимание процесса изготовления оболочек для литья по выплавляемым моделям